경산 임당고분 출토 금동제 조익형관식의 제작기법 연구
Manufacturing Techniques of Gilt-copper Crown Ornament with a Bird Wing-shaped Decoration Excavated form Ancient Tomb in Imdang, Gyeongsan
Article information
Abstract
신라 문화권의 대표 유적 중 하나인 사적 경산 임당동 고분군은 삼국시대 신라의 지방 세력이 축조한 고분군으로 문헌 기록에 단편적으로 나오던 압독국 지배층의 무덤이다. 매장 당시의 모습이 그대로 확인된 임당 1A호분에서는 중앙 신라와 지역 지배세력과의 관계를 보여주는 금동제 조익형관식이 출토되었다. 이 금동제 조익형관식은 ‘각 구성품의 가공 및 성형 → 점열문 시문 → 도금 → 전립식과 날개장식 조립 → 달개 부착 위치 타공 → 원형 달개 부착’ 순서로 제작되었다. 얇은 동판으로 전립식과 날개장식, 원형 달개를 만들고, 전립식과 날개장식은 서로 5 mm 정도의 크기로 겹치게 덧대고, 정방형 금속 리벳 3개로 조립하였다. 전립식과 날개장식의 테두리에 시문된 점열문은 끝이 둥근 새김 도구를 수직 방향으로 쪼아 원형의 점 모양으로 새겼다. 원형 달개의 연결에 사용된 금동선은 먼저 망치질로 가늘게 늘린 뒤, 인발기법으로 더 가늘고 균일한 두께의 선을 뽑았다. 이 금동선을 원형 달개에 끼우고 세 번 꼬아 서로 비슷한 길이가 되도록 하였다. 날개장식과 원형 달개는 3∼5 µm의 두께로 도금하였으며, 금동선의 도금층은 1∼4 µm로 가장 얇았다. 금동제 조익형관식은 동판을 기본 소재로 형태를 제작하고, 금과 수은을 섞는 아말감 도금법으로 표면을 도금했다.
Trans Abstract
The ancient tombs in Imdang of Gyeongsan, a representative historic site of Silla culture, are a group of ancient tombs built by local powers of Silla during the Three Kingdoms Period which existed fragmentarily in written records as the tomb of the ruling class in Apdokguk(押督國). In the ancient tomb Imdang 1A, where the appearance at the time of the burial was confirmed, the gilt-copper crown ornament with a bird wing-shaped decoration was excavated showing the relationship between the central Silla and the ruling powers in the local provinces. This the gilt-copper crown ornament with a bird wing-shaped decoration was produced in the order of ① cutting and making of each component, ② carving circular patterns, ③ gilding, ④ joining the front and wing ornament, ⑤ punching for wire connection, ⑥ attaching the spangles. The front, wing ornament and circular spangles(Dalgae) were made with a thin copper plate, and the front and wing ornament overlapped each other with a size of about 5 mm. And it was jointed with three metal rivets with a square cross section. The circular patterns, carved on the border between the front and wing ornament, was carved in the shape of a circular dot by chiseling in the vertical direction with a round-tip carving tool. The gilt-copper wire used to connect the spangles(Dalgae) was first thinned by hammering. After that, thinner and more uniform wires in thickness was drawn using the drawing technique. The gilt-copper wires were inserted into the spangles(Dalgae) and twisted three times so that they were of similar length. The wing ornament and circular spangles were gilded with a thickness of 3 to 5 µm, and the gilded layer of the wire was the thinnest at 1 to 4 µm. To manufacture the gilt-copper crown ornament with a bird wing-shaped decoration, the form was made with copper as the basic material and the surface was gilded with the amalgam gilding technique that mixes gold and mercury.
1. 서 론
신라 문화권의 대표적 유적 중 하나인 사적 경산 임당동 고분군은 삼국시대 신라의 지방 세력이 축조한 고총으로 구성된 고분군이다. 이 유적은 1982년 임당동의 고분과 1987년 조영동의 고분이 발굴되면서 문헌 기록에 단편적으로 나오던 압독국(押督國) 지배층의 무덤임이 밝혀졌다. 도굴 피해를 입지 않은 임당 1A호분은 매장 당시의 모습이 그대로 확인되었다. 발굴조사를 통해 금동제 조익형관식과 우각형판, 비갑, 금제 이식, 은제 과대, 장식대도 등 다양한 금속유물이 출토되었으며, 이 유물들은 5세기 말에서 6세기 초에 축조되었음을 보여준다(Hanbit Institute of Cultural Properties, 2020). 이들 출토유물 중 무덤 주인의 지위를 보여주는 조익형관식(鳥翼形冠飾)은 새날개 모양을 한 관식으로 중앙 신라와 지역 지배세력과의 관계를 보여준다. 이러한 새날개 모양의 조익형관식은 신라의 지배자를 상징하는 위세품(威勢品)으로 신라의 중앙뿐만 아니라 지방의 지배자 무덤에서도 출토된다. 또한 조익형관식은 재질에 따라 신라의 중심지역인 경주에서는 금, 금동, 은제가 출토되었으며, 지방에서는 금동제와 은제품이 출토된다. 삼국시대의 장신구는 단순히 피장자(被葬者)의 몸을 치장하기 위한 물품이 아니라 뚜렷한 정치적 목적에 따라 그의 위세를 표현하기 위한 용도로 사용되었다(Kim, 2007). 이를 이해하기 위해서는 조익형관식의 재질뿐만 아니라, 이 관식을 제작하기 위해 적용된 제작기법도 살펴보아야 한다. 중앙의 전립식(前立飾)을 중심으로 좌우 날개장식이 결합된 조익형관식의 기본적인 형태는 같더라도 재질이 다른 경우가 많아 제작기법에서 차이가 발생한다. 특히 순금속을 이용하는 금과 은제품은 금속 특유의 색상을 그대로 사용하지만 금동제품은 표면을 도금하는 과정이 추가된다. 따라서 금동제 조익형관식을 과학적으로 분석하면 제작 당시의 가공, 조립, 도금 등 정교한 금속 세공기술을 파악할 수 있다. 하지만 조익형관식의 구성품 가공과 재질 특성, 조립 방법 등의 제작기법을 세부적으로 연구한 사례는 매우 드물다. 본 연구에서는 여러 개의 편으로 파손되었지만 모든 구성품이 잘 남아있는 임당 1A호분 출토 금동제 조익형관식을 과학적으로 분석하여 신라의 위세품 제작에 적용된 금속공예기법을 파악하였다.
2. 연구 방법
2.1. 연구 대상
금동제 조익형관식은 사적 임당고분군 1A호분의 주곽에서 여러 개의 조각으로 파손된 상태로 출토되었다. 이 금동제 조익형관식은 토압에 의해 파손 단면이 변형되어 각 편의 접합은 불가능한 상태였지만, 완형에 가까워 전체 형태를 이미지화시킬 수 있는 도면 복원은 가능하다(Hanbit Institute of Cultural Properties, 2020).
Figure 1a의 임당고분군 출토 금동제 조익형관식을 보면 가운데 부분의 전립식 금동판을 중심으로 좌우 대칭인 날개 장식이 연결되어 있다. 이들 3개의 각 구성품은 얇은 금동판을 오려 형태를 만들고, 서로 결합하여 전체적인 새날개 형태를 갖추고 있다. 전립식의 상단부는 2개의 호선이 이어져 가운데가 올라온 형태이며, 하단부는 새부리처럼 뾰족하게 마무리한 형태이다. 관식의 테두리 부분에는 원형의 연속된 점무늬가 일렬로 촘촘하게 새겨져 있으며, 다른 부분에서 문양은 확인되지 않는다. 앞면에는 100개 이상(총 110개 내외 추정)의 원형 달개를 금동선(金銅線)으로 매달아 화려하게 꾸몄다.
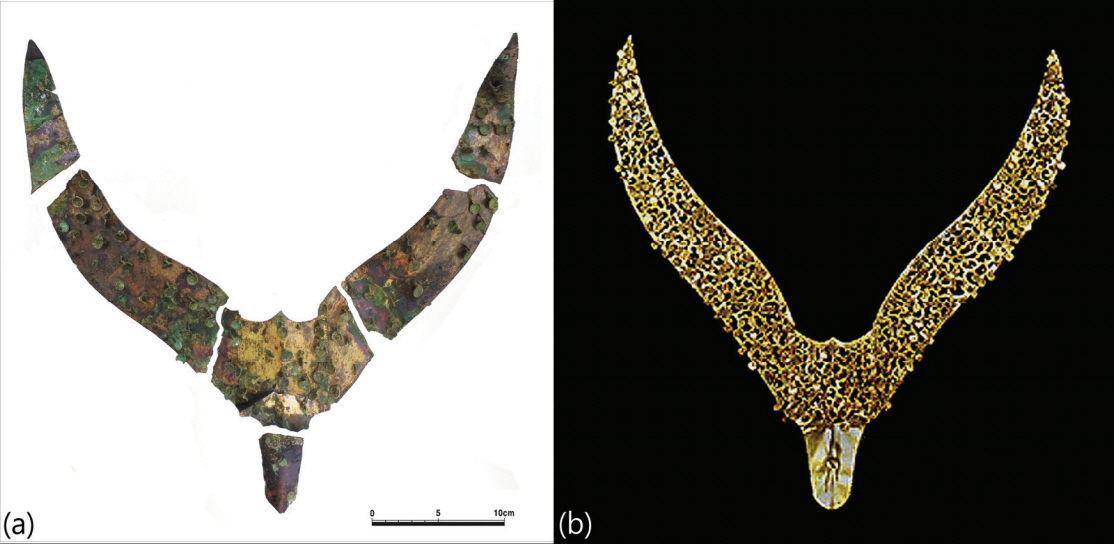
Crown ornament with bird wing-shaped decoration; a) Gilt-bronze diadem ornament from ancient tomb 1A in Imdang, and b) Gold diadem ornament from Cheonmachong Tomb(Cultural Heritage Administration, 2023).
전체적인 형태는 새날개의 각도가 좁아진 V자형으로 천마총 출토 조익형관식과 유사하다(Figure 1b). 천마총 금제 조익형관식은 전립식의 삼각형 돌출부가 3개로 고식(古式)인 5개에 비해 늦은 단계에 속한다(Gyeongju National Museum, 2001). 이처럼 전체적인 형태가 유사한 임당고분군 출토 금동제 조익형관식은 전립식의 삼각형 돌출부가 3개여서 천마총과 같은 시기의 특징을 보여준다(Hanbit Institute of Cultural Properties, 2020). 하지만 천마총 조익형관식은 금판을 투조하는 방법으로 형태를 완성한 반면, 임당고분 조익형관식은 구리판을 도금하고 테두리 부분에만 연속 점무늬를 새겼다는 점에서 제작기법의 큰 차이를 보인다.
2.2. 분석 방법
금동제 조익형관식 제작에 적용된 다양한 기법을 파악하기 위해 먼저 X선 투과조사와 실체현미경 관찰을 실시하고, 각 구성품의 미세조직과 성분을 분석하였다.
X선 투과조사(Softex M-150, JPN)를 통해 각 구성품의 결합 및 연결방법을 파악하였다. 정면에서 전체 형태를 X선 투과조사하였으며, 이때 관접압은 110 kVp, 관전류는 2 mA, 조사 시간은 30초의 조건으로 투과조사 하였다. X선 투과조사 결과는 CR(Computed Radiography, GE CRxVision, DEU)로 고해상 이미지를 획득하고, 이미지 프로그램으로 크기를 측정하였다.
육안으로 자세히 관찰하기 어려운 점열문과 금동선의 제작 흔적은 실체현미경(Dino-Lite, TWN)으로 비파괴 조사하였다.
금동제 조익형관식을 구성하는 동체부, 원형 달개, 금동선의 재질 특성과 도금기법을 정확하게 파악하기 미세조직을 분석하였다. 시편은 여러 파편 중 접합되지 않는 잔편에서 채취하였다. 시편은 연마 및 분석을 용이하게 하기 위해 에폭시수지로 마운팅하였다. 시편은 시편연마기에서 샌드페이퍼 #500, #1,000, #2,000, #4,000 순으로 연마하고, 마지막 과정으로 3 µm, 1 µm diamond suspension을 사용하여 관찰 면을 미세 연마하였다. 미세조직 관찰을 위해 에틸알코올 120 ml, 염산 30 ml, 산화철(Ⅲ) 10 g을 혼합한 용액으로 관찰면을 부식시켰다.
미세조직은 금속현미경(Leica DMRBE, DEU)을 사용하여 저배율에서 고배율로 순차 관찰하였다. 금속현미경으로는 관찰이 어려운 미세조직이나 도금층은 시편 표면을 탄소(carbon) 코팅하고, 주사전자현미경(SEM, JEOL IT300, JPN)으로 확대 관찰하면서 에너지분산분광계(EDS, OXFORD, UK)로 분석하였다. 이때 바탕금속의 전체적인 성분 조성은 300∼400배의 배율에서 3회 이상 면분석한 측정결과를 평균값으로 구했다. 또한 도금층은 2000∼3000배로 확대한 배율에서 동일한 분석지점을 3회 이상 분석하고 측정결과를 평균값으로 구했다.
3. 연구 결과
3.1. 형태 제작 및 구성품 결합 방법
3.1.1. 전립식과 날개장식 결합
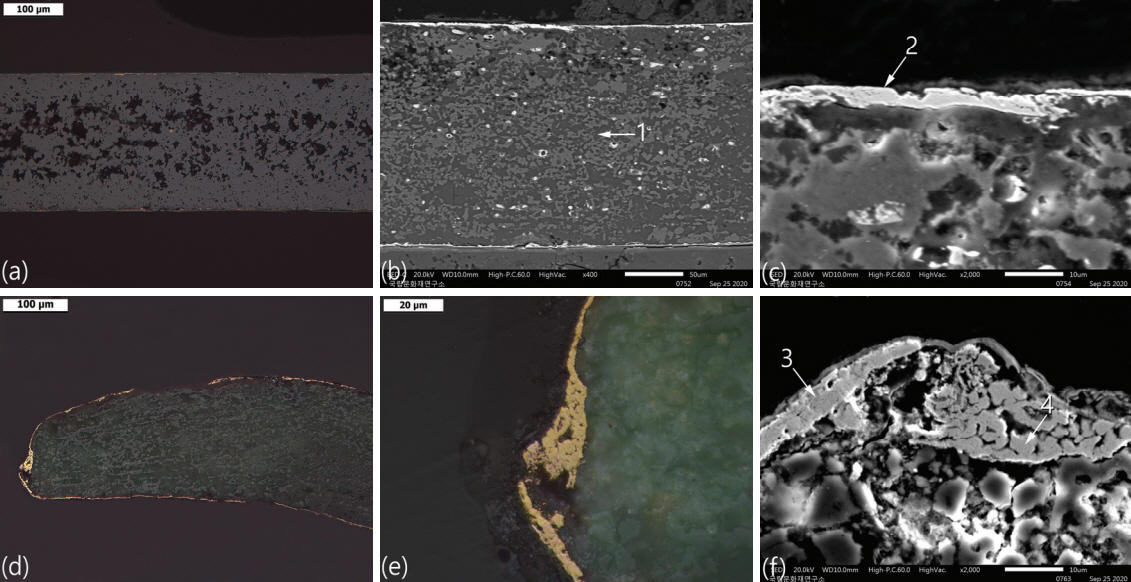
조익형관식은 중앙의 전립식을 중심으로 좌우의 양 날개가 연결되어 있다. Figure 2는 전립식과 좌우의 날개장식이 연결된 부분의 뒷면을 확대하고, X선으로 투과 조사한 사진이다. Figure 2a를 보면 좌우의 날개장식은 전립식의 뒷면에 서로 겹치는 방식으로 연결하였다. 육안 상의 형태적 큰 차이는 서로 연결된 부분의 날개장식은 도금되어 있지만 전립식에서는 도금층이 관찰되지 않는다. 따라서 두 개체를 뒷면에서 보면 서로 단절돼 보인다는 점이다. Figure 2b의 X선 투과사진에서는 서로 겹쳐진 단면적의 크기와 리벳의 형태를 정학하게 확인할 수 있다. 전립식과 날개장식은 서로 5 mm 정도의 크기로 겹치게 덧대고, 금속 리벳 3개로 연결하였다. 리벳의 단면 형태는 정방형으로 한 변의 길이는 약 2.5 mm 크기를 가지며 무두정에 가깝다(Figure 2c). 또한 날개장식과 결합된 전립식의 끝부분에는 날개장식의 테두리에 시문된 것과 동일한 점열문이 새겨져 있다. 한편 이 결합 부위를 관통하는 금동선도 확인되는데, 이처럼 유물에서 관찰되는 금속공예기법의 흔적은 당시 적용된 제작방법을 찾아내는 단서를 제공한다. 전립식과 날개장식의 형태 특징과 X선 투과사진을 통해 제작 공정을 추정하는 다음과 같다. 형태 제작을 위한 성형, 도금, 시문의 기법으로 전립식과 날개장식을 각각 만든 뒤, 리벳으로 연결하여 하나의 개체로 만들었다. 이후에는 원형 달개를 연결하기 위해 표면에 작은 구멍을 타공하였다.
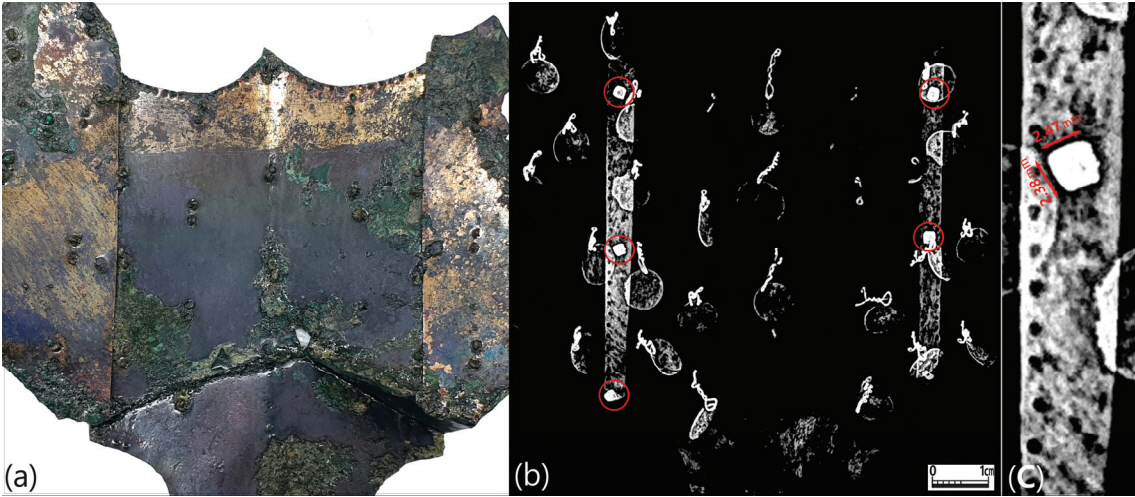
Joint of front and wing ornament; a) Joint area of back side, b) Joint area of X-ray image, and c) Shape of rivet observed by X-ray.
3.1.2. 문양 새김기법
금동제 조익형관식에는 테두리를 따라 점열문이 시문되어 있다. Figure 3은 점열문이 새겨진 앞⋅뒷면을 확대한 실체현미경 사진으로 약 1 mm 내외의 크기를 가진 점열문이 약 1 mm 간격으로 촘촘하게 새겨져 있다. 여기서 관찰되는 정원형의 점열문은 끝이 둥근 새김 도구를 수직 방향으로 쪼아 원형의 문양이 새겨졌음을 보여준다. 또한 이 원형의 지름이 일률적이라는 점은 동일한 도구를 연속해서 새긴 결과로 보인다. 점열문의 앞면의 돌출부와 뒷면의 안쪽 표면에서는 도금층이 확인된다. 이는 점열문이 새겨진 이후에 도금이 이뤄진 제작 공정의 순서를 보여준다.
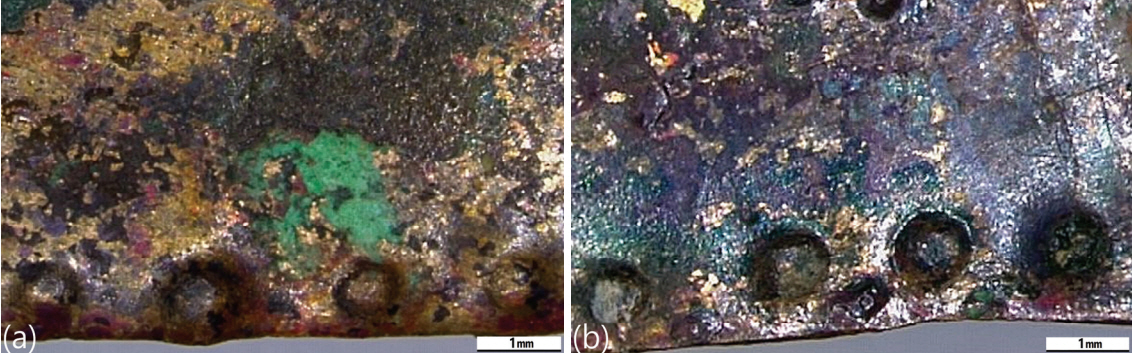
Circle shaped pattern on the border by carving; a) front side, and b) back side.
3.1.3. 금동선 제작과 원형 달개의 연결
조익형관식의 원형 달개는 금동선을 이용해 동체부(전립식, 날개장식)와 연결하였다. Figure 4는 달개를 동체부에 연결하기 위해 사용된 금동선의 표면을 관찰한 실체현미경 사진이다. Figure 4에 a, b, c로 나타낸 금동선 3점은 표면을 두껍게 덮고 있던 부식물을 보존처리 과정에서 초음파 스케일의 충격만으로 분리시켰기 때문에 제작 당시의 표면 형태를 그대로 보여준다. 이들 금동선 3점에서는 공통적으로 길이 방향의 미세한 줄무늬 있는데, 이는 인발의 흔적으로 판단된다. 또한 Figure 4a의 금동선에서 관찰되는 길이 방향의 눌린 흔적은 인발을 적용하기에 앞서 금속선 형태로 만들기 위한 망치질(hammering)의 늘이기 기법이 적용되었을 가능성을 보여준다. 또한 표면에서 관찰되는 도금층은 도금한 이후 달개와 연결하여 사용하였음을 보여준다.

Drawing evidence of gilt-copper wire connected spangle(Dalgae); a) Marks of hammering, b) Fine streaks along the length, c) Gilt-bronze wire on the back side.
Figure 5는 확대한 금동선의 세부 형태와 X선 투과조사 결과를 보여준다. Figure 5a와 5b를 보면 먼저 구멍을 뚫어 놓은 원형 달개의 연결 구멍에 금동선을 끼우고, 이 선을 반으로 접어 두 가닥을 만든 뒤 서로 엇갈리게 세 번 꼬는 방법으로 연결하였다. Figure 5c는 동체부에 연결된 금동선의 마감처리를 보여주는 실체현미경 사진이다. 이 사진을 보면 금동선 두 가닥이 통과할 수 있는 두 개의 연결 구멍을 뚫고, 이 구멍의 앞면에서 뒷면 방향으로 금동선을 관통시킨 뒤, 바깥쪽을 향해 U자형으로 구부려 고정시켰다.
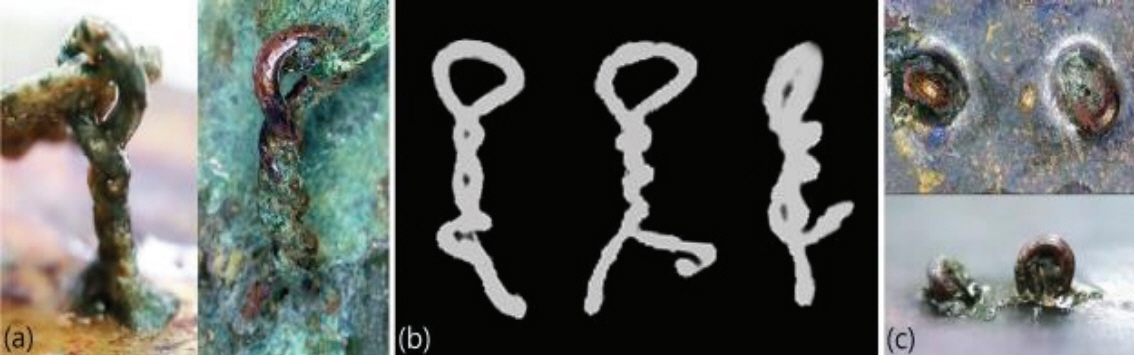
Connection and twist of gilt-copper wire; a) Twist of front side, b) X-ray image, and c) Connection of back side.
Analysis result of wing body by SEM-EDS
3.2. 구성품의 재질 및 도금 방법
3.2.1. 동체부
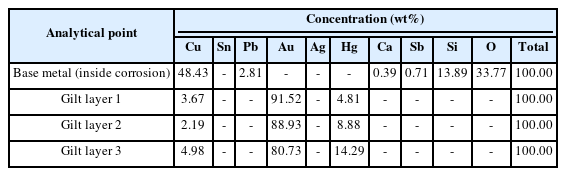
Figure 6은 금동제 조익형관식의 날개 부위 동체부에서 탈락된 파편을 금속현미경으로 관찰한 미세조직 사진이다. Figure 6a는 달개 장식의 미세조직을 전체적으로 보여주는 금속현미경 사진으로 약 200 μm의 두께를 가진 동체부의 위⋅아래 표면에서 황색 도금층이 관찰된다. Figure 6b는 figure 6a의 중앙을 확대한 전자현미경 사진으로 동체부는 완전히 부식되었지만 표면에 부착된 도금층은 비교적 잘 남아 있다. 여기서 관찰되는 부식된 바탕금속을 SEM-EDS로 분석한 결과, 주요 성분으로 검출된 구리와 함께 미량으로 납이 검출되었다. 부식된 상태이기 때문에 산소(O)를 다량 포함하고, 매장 환경과 관련된 13 wt% 이상의 규소(Si)와 함께 칼슘(Ca), 안티몬(Sb)이 1 wt% 미만으로 검출되었다. 부식층을 분석하였기 때문에 정확한 성분 조성으로 보기 어렵지만 미량의 납이 포함된 구리를 기본 소재로 조익형관식을 만들었을 가능성이 높다. Figure 6c는 figure 6b의 상단부 도금층을 확대한 전자현미경 사진으로 도금층은 약 3∼5 μm의 비교적 균일한 두께를 가지며, 도금층의 상단면이 편평하고 고르다. 반면 알갱이 형태의 금입자가 뭉쳐 있는 측면의 도금층 두께는 약 20 μm이다. Figure 6c에 화살표 2로 표시한 도금층에서는 주요 성분인 금과 함께 4.81 wt%의 수은이 검출되었으며, 바탕금속이나 부식물의 영향으로 구리 성분이 검출되었다. Figure 6d는 동체부의 테두리에서 취한 시편의 미세조직 전체를 보여주는 금속현미경 사진으로 동체부의 위⋅아래와 측면 테두리까지 모두 도금되어 있다. Figure 6e는 figure 6d의 좌측 끝인 동체부의 테두리를 확대한 금속현미경으로 다른 부위에 비해 두껍게 형성된 도금층을 볼 수 있다. 이 부분을 전자현미경으로 확대한 figure 6f에서는 불균일한 도금층과 알갱이 형태의 금알갱이들이 관찰된다. Figure 6f에 화살표 3으로 표시한 도금층에서는 주요 성분인 금 이외에 소량의 구리가 검출되었으며, 8.88 wt%의 수은이 검출되었다. 또한 화살표 4로 표시한 금알갱이에서는 금과 함께 14.29 wt%의 수은이 다량 검출되었다. 도금층에서 다량 검출된 수은은 도금 방법으로 금과 수은을 섞는 아말감 도금법이 적용되었음을 의미한다.
Microstructure of wing body; a) Microstructure of wing body, b) Magnified base metal and gilded layer (SEM image), c) Enlarged view of the gilded layer in front side, d) Microstructure of wing body on the border, e) Magnified left edge side of figure 6d, and f) Enlarged view of the gilded layer in edge.
동체부의 위⋅아래 표면에는 균일한 두께를 가진 도금층이 형성되어 있으나, 상대적으로 광쇠질이 어려운 측면에서는 금알갱이 형태를 그대로 유지하고 있다. 이와 같은 도금의 특징은 아말감 도금법으로 도금하고, 광쇠질과 같은 마감처리를 마무리단계에서 적용했음을 보여준다.
3.2.2. 원형 달개
원형 달개는 9∼11 mm의 직경 크기를 가지며, 외곽이 위쪽으로 굽은 형태이다. Figure 7a는 원형 달개의 미세조직을 전체적으로 보여주는 금속현미경 사진으로 약 190 μm의 두께를 가진 동판의 위 아래 표면에서 황색 도금층이 관찰된다. Figure 7b는 figure 7a의 중앙을 확대한 전자현미경 사진으로 동체부는 완전히 부식되었지만 표면에 부착된 도금층은 비교적 잘 남아있다. Figure 7c는 figure 7b의 상단부 도금층을 확대한 전자현미경 사진으로 도금층은 약 3∼5 μm의 비교적 균일한 두께를 가지며, 대체로 편평한 도금층의 표면은 마감처리의 가능성을 보여준다. Table 2는 figure 7c에서 관찰되는 바탕금속과 도금층을 SEM-EDS로 분석한 결과이다. Figure 7c의 소지금속을 분석한 화살표 1에서는 구리(Cu)가 주원소로 분석되고 1 wt% 이하의 미량으로 납(Pb)이 검출되었으며, 부식된 상태이기 때문에 산소(O)가 다량 포함되었다. 또한 화살표 2로 표시한 도금층에서는 금(Au)과 함께 6.01 wt%의 수은(Hg)이 검출되어 금과 수은을 섞는 아말감 도금법이 적용되었음을 알 수 있다. 한편 12 wt%를 상회하는 함량의 구리는 바탕금속과 부식층의 영향에 의해 다량 검출된 것으로 판단된다.

Optical and SEM micrographs of spangle(Dalgae); a) Microstructure of spangle, b) Magnified base metal and gilded layer (SEM image), and c) Enlarged view of the gilded layer.

Analysis result of spangle (Dalgae) by SEM-EDS
3.2.3. 금동선
Figure 8a는 금동선의 단면을 보여주는 금속현미경 사진이다. 이 금동선은 하나를 꼬아 두 가닥을 만든 한 개체로, figure 8a에 보이는 두 개의 원형 단면은 금동선의 시작과 끝 부분에 해당한다. 이들 두 개의 금동선은 0.8 mm 내외의 직경 크기로 동일하며, 일부 표면은 편평한 형태적 특징을 가진다. Figure 8b와 8c는 figure 8a의 금동선 상단부를 확대한 사진으로 편평한 부분과 경사각이 관찰되므로 원형이 아님을 알 수 있다. 이처럼 금동선의 시작과 끝에 해당하는 수직 단면에서 편평한 부분과 경사각을 가지는 공통적인 특징은 금동선 제작에 일관된 기법이 적용되었음을 보여준다. 특히 동일한 직경의 금동선에서 나타나는 공통점은 인발을 통해 원하는 두께의 금속선을 만들었음을 보여준다. 또한 미세조직에 생성된 쌍정은 금동선 제작 과정에서 두드린 후 풀림과 같은 열처리가 있었음을 알 수 있다. 구리선을 효율적으로 인발판의 작은 구멍을 통과시키기 위해서는 풀림이 필요하고, 표면을 아말감 도금하기 위해서는 가열 과정이 필수이므로 열처리는 의도적으로 적용되었을 가능성이 크다. Figure 8d는 서로 꼬여있는 부분의 금동선 단면을 관찰한 전자현미경 사진이다. Figure 8d에서 우측의 금동선은 타원형의 완형이지만 좌측의 금동선은 일부 소지금속을 중심으로 부식되지 않은 부분만 남아있다. 타원형인 금동선의 단축은 0.7 mm이고, 장축은 1.1 mm이다. 한편 파손된 금동선의 직경은 0.7 mm로 측정되었다. 이는 타원형일 경우 단축에 해당하는 길이이므로, 우측의 금동선과 유사한 타원형으로 추정된다. Figure 8e는 figure 8d의 좌측 금동선에 남아있는 소지금속을 확대한 전자현미경 사진으로 납입자들이 길게 연신된 미세조직의 특징을 보인다. 납입자의 변형은 금동선의 기본 소재인 구리선을 만드는 과정에서 두드림, 인발 등의 외부 힘이 가해졌음을 의미한다. Figure 8e에서 관찰되는 소지금속을 SEM-EDS로 면분석하여 주원소인 구리(Cu)에 납이 1.16 wt% 포함되었음을 확인하였다(Table 3). Figure 8f는 금동선의 도금층을 확대한 전자현미경 사진으로 도금층은 약 1∼4 μm의 두께로 매우 얇고, 표면에 해당하는 도금층의 바깥 면에서는 입자 형태의 금알갱이도 관찰된다. 이 도금층을 SEM-EDS로 분석한 결과, 금(Au)과 함께 14.05 wt%의 수은(Hg)이 다량 검출되어 금과 수은을 섞는 아말감 도금법이 적용되었음을 알 수 있다. 여기서 함께 검출된 구리는 바탕금속이나 부식층의 영향에 의해 다량 검출된 것으로 보인다. 매우 얇은 도금층을 SEM-EDS로 분석할 때 도금층의 주변 금속도 함께 분석되므로, 도금층에 구리가 포함되었을 가능성은 낮다.
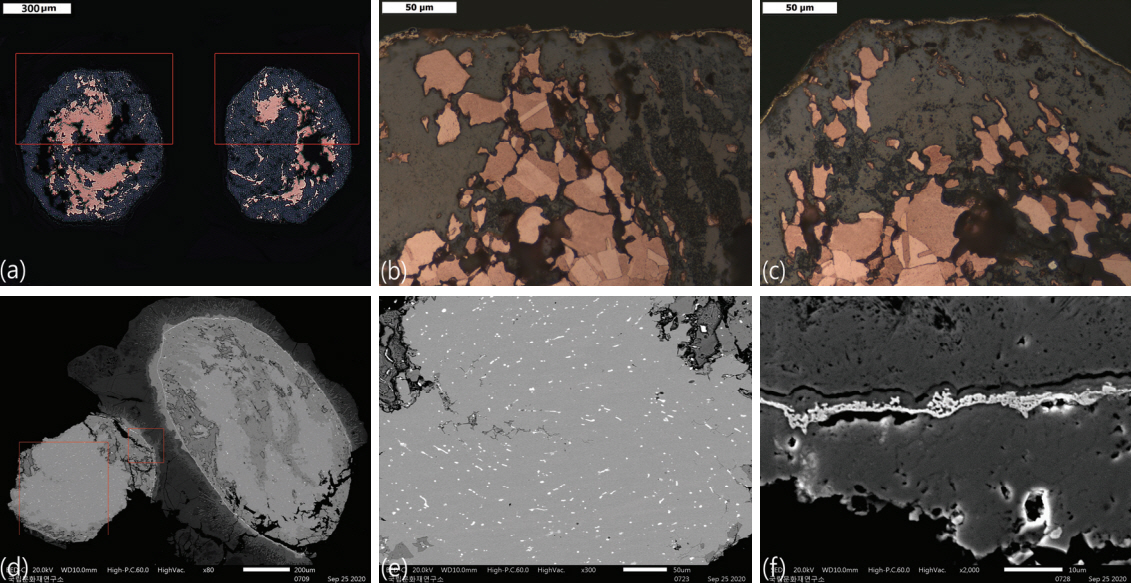
Microstructure of gilt-copper wire; a) Microstructure of gilt-copper wire, b) Magnified the left wire of figure 8a, c) Magnified the right wire of figure 8a, d) Microstructure of gilt-bronze wire by SEM, e) Magnified the base metal of figure 8d, and f) Enlarged view of the gilded layer.

Analysis result of gilt-copper wire by SEM-EDS
시작과 끝에 해당하는 figure 8a의 금동선이 원형인 반면 figure 8d의 금동선은 타원형으로 변형된 형태이다. 이와 같은 이유는 얇은 금동선을 서로 엇갈리게 꼬는 과정에서 형태의 변형이 일어난 것으로 판단된다.
4. 고 찰
4.1. 구성품의 조립
금속공예품 제작공정에서 조립은 마지막 혹은 그에 가까운 단계에 이루어지는 공정이다(Lee, 2018). 금동제 조익형관식은 얇은 금동판으로 전립식과 날개장식을 각각 만든 뒤, 서로 결합해 하나의 개체로 만들었다. 이후에는 원형 달개를 연결하기 위해 표면에 작은 구멍을 타공하고, 금동선으로 원형 달개를 연결하였다. 금동제 조익형 장식의 전립식과 날개장식이 조립된 부위를 보면 날개장식의 뒷면은 모두 도금한 반면 전립식은 위쪽의 일부만 도금하였다(Figure 9a). 이들 구성품 간의 경계면에서 도금 흔적이 관찰되지 않는다는 특징은 도금과 조립의 제작 순서를 잘 보여준다. 즉 날개장식과 전립식을 따로 만들고, 도금까지 완료한 이후에 서로 조립하였다.
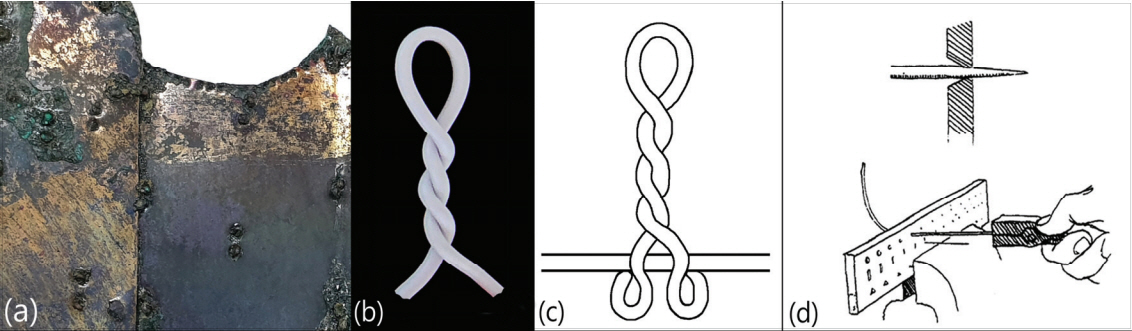
Joint and using method of wire; a) Joint area of back side, b) Reproduction experiment of join by wire, c) Joint of wire and plate(Huh and Kwon, 2011), and d) Drawing method(Kwon, 2002).
날개 장식과 전립식을 연결하기 위한 조립 방법으로 리벳 결합법이 적용되었다. 리벳 결합은 얇은 금속판을 결합시키는 방법 중 하나로 금속핀(rivet)을 이용해 결합시킨다. 금속핀을 이용해 얇은 금속판을 결합시키기 때문에 넓은 금속판을 서로 연결하는데 효과적이다. 특히 가열과 같은 열처리가 필요한 땜 접합기법과 달리 금속핀의 연결만으로 접합하기 때문에 열응력에 의한 변형없이 결합할 수 있다(Mechanical Engineering Dictionary Compilation Committee, 2017). 금동제 조익형관식은 도금이 완료된 이후에 각 구성품을 연결했기 때문에 400℃ 이상의 가열이 필요한 은땜이나 납땜과 같은 땜 기법으로 결합할 경우 도금층에 변형이 발생할 수 있다. 또한 28 cm 크기의 커다란 날개 장식을 전립식과 약 0.5 cm 두께로 겹쳐 결합하기에는 금동판과 땜의 접합력을 장기간 유지하기 어렵다. 하지만 리벳은 금속판 결합의 영구성이 보장되는 장점을 가지기 때문에 각 구성품의 강한 결합을 유지할 수 있다(Doosan Corporation, 2023). 따라서 조익형 관식에 사용된 금속재료와 제작 순서를 고려했을 때 각 구성품을 리벳으로 결합하는 방법은 가장 효율적인 결합 방법이 선택된 결과로 보인다.
금동선은 먼저 원형 달개의 연결 구멍에 끼우고, 이 선을 반으로 접어 두 가닥을 만든 뒤 서로 엇갈리게 세 번 꼬는 방법으로 원형 달개와 연결하였다. 원형 달개와 연결한 금동선은 동체부에 타공된 두 개의 작은 연결 구멍에 두 가닥을 통과시키고, 끝을 U자형으로 구부려 고정시켰다. Figure 9b는 조익형관식에 사용된 금동선과 유사한 두께의 금속선을 세 번 꼬는 재현실험의 결과물이다. 이 재현품은 유물에서 관찰되는 금동선의 형태나 X선 이미지와 유사하기 때문에 매장 중 형태 변형이 발생한 금동선의 꼬임 횟수를 비교하는 자료로 활용하였다. 조익형관식에 부착된 금동선은 공통적으로 세 번을 꼬아 서로 비슷한 길이로 만들었다. 금동제 조익형관식의 원형 달개 연결 방법은 강릉 초당동 금동관의 달개 연결 방법과 매우 비슷하다. Figure 9c는 강릉 초당동 금동관의 금동선을 도면으로 나타낸 것으로, 달개 장식과 연결한 금동선을 오른쪽으로 세 번 꼬았으며 동체부의 뒷면에서 외측으로 꺾어 고정시켰다(Huh and Kwon, 2011). 이처럼 다른 금동관에서도 달개 연결 방법의 유사성이 확인된다.
4.2. 금동선 제작기법
인발은 가는 금속선을 만들기 위한 변형 가공법으로 figure 9d처럼 인발판의 작은 구멍에 금속선을 끼우고 뽑아낸다. 인발은 인발판을 이용해 가는 금속선을 일정한 두께로 만들 수 있다. 하지만 인발판이라는 공구가 발명되기 전까지는 덩이쇠를 얇게 두드린 판상재를 이용하여 가는 금속선을 만들었다(Hong, 2020). 인발판의 사용 시기를 국외에서는 AD 7세기 이후로 보는 견해가 주를 이루는 반면 국내에서는 삼국시대에 이미 인발이 사용되었다는 견해가 주를 이룬다(Choi, 2017).
고대 금제 장신구의 심엽판이나 수식을 연결한 고리의 금속선을 20배율 이상 확대 관찰하면 철판을 통해 나올 때 생긴 홈이 나란히 나 있는 것을 볼 수 있는데, 이는 인발판에 의한 공법이 적용되었음이 확실하다. 이렇게 만든 금속선은 땜질하여 금속판 위에 고정하거나 사슬모양으로 길게 엮거나 고리 형태로 연결하는 방식 등의 목적으로 다양하게 활용되어 왔다. 특히 목걸이나 귀걸이 같은 장신구에서 확인할 수 있는 이러한 세선세공 수식은 오늘날에도 큰 변화 없이 동일한 방식으로 제작되고 있다(Hong, 2020).
금동제 조익형관식이 출토된 경산 임당 1A호분은 삼국시대인 5세기 말에서 6세기 초에 축조되었다. 금동제 조익형관식의 금동선에서는 공통적으로 길이 방향의 미세한 줄무늬 있는데, 이는 인발의 흔적으로 판단된다. 또한 금동선의 일부에서 관찰되는 길이 방향의 눌린 흔적은 인발을 적용하기에 앞서 금속선 형태로 만들기 위한 망치질(hammering)의 늘이기 기법이 적용되었음을 보여준다. 이처럼 구리선을 망치질로 얇고 길게 늘이는 것에는 한계가 있다. 대략 2 mm 이하의 금속선을 만들기 위해서 철판에 구멍을 뚫어 큰 구멍에 얇은 구멍으로 통과시켜 선을 뽑아내는 인발기법이 활용된다. 이 기법을 이용해 금속제 선을 제작하게 되고 여기서 제작된 선이 금동관이나 금동식리의 조립에 활용된다(Lee, 2018). 조익형관식에 사용된 금동선은 우선 망치질로 구리선을 최대한 늘린 다음 인발기법으로 1 mm 이내의 가늘고 일정한 두께를 가진 구리선을 뽑았다.
강릉 초당동 금동관모장식의 달개 연결에 사용된 금속선을 실체현미경으로 관찰한 연구 결과에 따르면 금속선 표면에 각(angle)이 관찰되었으나 인발판을 사용할 경우 경사각을 형성하기 어렵다는 것을 근거로 인발의 가능성이 낮다고 언급하였다(Huh and Ahn, 2014). 또한 인발기법의 직접적인 증거를 찾기 위한 집합조직 분석에서 인발의 특징을 가지는 집합조직이 관찰되지 않아 인발 가능성이 낮다고 확인하였다(Choi, 2017). 하지만 금동제 조익형관식의 금동선에서는 눌린 흔적과 미세한 줄무늬가 모두 확인되었다. 특히 금동선의 시작과 끝 부분의 단면 경사각 및 직경이 동일하다는 미세조직의 특징을 보인다. 이는 망치질에 의한 늘이기와 인발판을 이용한 인발기법이 모두 적용된 결과로 보인다. 금동선의 표면에서 나타나는 특징과 미세조직의 특징만으로 인발기법을 명확하게 구분하는 것에는 한계가 있으므로 집합조직 등 다양한 교차 검증연구가 필요하다.
4.3. 도금 기법
금동제 조익형관식의 위⋅아래 표면에는 균일한 두께를 가진 도금층이 형성되어 있으나, 상대적으로 광쇠질이 어려운 측면에서는 금알갱이 형태를 그대로 유지하고 있다. 이와 같은 도금의 특징은 아말감 도금법으로 도금하고, 광쇠질과 같은 마감처리를 마무리단계에서 적용했음을 보여준다. 도금층을 SEM-EDS로 성분 분석한 결과, 바탕금속에서는 주성분으로 구리가 검출되었으며, 도금층에서는 금과 함께 수은이 검출되었다. 이와 같은 분석 결과는 구리판의 바깥 표면을 아말감 도금 기법으로 화려하게 도금했음을 알 수 있다. 수은은 상온에서 액체 상태인 유일한 금속으로 다른 금속을 녹이는 성질이 있다. 금가루와 수은을 혼합하여 섞은 후 한지나 천으로 싸서 자내면 수은은 미세한 공극 사이로 빠져나오고 내부에 금-수은 혼합물이 잔류하는데, 이것을 아말감이라 한다(Lee, 2018). 이렇게 만들어진 아말감을 금속 표면에 골고루 바른 후 수은의 비등점 358℃ 가까이서 가열하면 수은이 증발하여 금이 부착되어 남게 된다(National Museum of Korea, 2016). 이렇게 만들어진 피막은 한번만으로는 완전하게 도금되지 않으므로 평균 2∼3회 추가적으로 칠해야 하며, 가열 후에는 표면을 가죽이나 광쇠 등으로 문질러 도금층을 고르게 하고 광택을 낸다(Yang and Kim, 2012). 형태가 크고 복잡한 금속공예품에 사용하기 용이하므로 고대의 주요한 도금방법으로 이용되어 왔다.
5. 결 론
중앙 신라와 지역 지배세력과의 관계를 보여주는 금동제 조익형관식은 경산 임당동과 조영동 고분군에서 5점(임당 1A, 7A, 7B, 조영EⅠ-1호, EⅡ-1호)이 출토되었으며, 이들 중 도굴 피해를 입지 않아 매장 당시의 모습이 잘 보존된 임당 1A호분 출토 금동제 조익형관식의 제작 기법을 과학적으로 살펴보았다.
1. 금동제 조익형관식은 ‘각 구성품의 재단 및 성형 → 점열문 시문 → 도금 → 전립식과 날개장식 조립 → 달개 부착 위치 타공 → 원형 달개 부착’ 순서를 가진 6단계 과정으로 제작되었다.
2. 약 0.2 mm의 두께를 가진 얇은 동판으로 전립식과 날개장식, 원형 달개를 만들고, 앞⋅뒤면을 모두 도금하였다. 전립식과 날개장식은 서로 5 mm 정도의 크기로 겹치게 덧대고, 약 2.5 mm 너비의 단면 크기를 가진 정방형 금속 리벳 3개로 조립하였다.
3. 전립식과 날개장식의 테두리에 시문된 점열문은 1 mm 내외의 직경을 가진 원형 점을 약 1 mm 간격으로 촘촘하게 새겼다. 이 점열문은 끝이 둥근 새김 도구를 수직 방향으로 쪼아 원형의 점 모양으로 새겼다.
4. 원형 달개의 연결에 사용된 금동선은 약 1 mm 내외의 직경을 가지며, 표면에는 제작기법의 흔적인 길이 방향의 미세한 줄무늬가 남아있다. 이처럼 가늘고 일정한 두께의 금동선을 만들기 위해 인발판의 작은 구멍을 통과시키는 인발기법이 적용되었다.
5. 날개장식과 원형 달개, 금동선의 미세조직을 분석한 결과, 날개장식과 원형 달개는 3∼5 μm의 두께로 도금되었으며 금동선의 도금층은 1∼4 μm로 가장 얇았다. 바탕 금속에서 미량의 납이 검출되지만 구리가 주요 성분으로 분석되어 동판을 기본소재로 형태가 제작되었음을 알 수 있다. 도금층에서는 검출된 다량의 수은은 도금 방법으로 금과 수은을 섞는 아말감 도금법이 적용되었음을 보여준다.
임당 1A호분 출토 금동제 조익형관식은 여러 개의 편으로 파손되었지만 모든 구성품이 잘 남아있어 제작 당시 적용된 성형, 도금, 인발, 조립 등 다양한 금속공예기법을 파악할 수 있었다.
Acknowledgements
본 논문은 국립문화재연구원 문화유산조사연구(R&D) 무기질문화재 보존처리 및 현장 중심 실용기술 연구 과제의 일환으로 수행되었다.