Manufacturing Techniques of Ancient Forged High-tin Bronze Wares from Archaeological Sites in Bagan, Myanmar
Article information
Abstract
Bronze wares made with forged high-tin bronze technology were first produced in the Persian region of the Orient, gradually brought to India and then to China and the Korean Peninsula. By scientifically analyzing bronze artifacts of Myanmar, which is located halfway between Persia and Korea, it is possible to confirm the trade and the propagation route of technology at the time. This study scientifically analyzed bronze artifacts excavated from the Bagan ruins in Myanmar to identify the manufacturing technology. Forged high-tin b ronze wares in Bagan Dynasty a re with a lloy compositions Cu-Sn. Composed of Cu-Sn only were manufactured by alloying Cu with Sn in a ratio of 76 wt% and 24 wt%, which is a relatively high tin content. High-tin bronze wares composed of Cu-Sn were manufactured with the bronze material of an alloy of Cu and a large amount of Sn by hot working (forging) and finished by quenching. The microstructure indicates temperatures at which the quenching was performed and various microstructures that occur in different temperature ranges are observed such as β (M), γ phase, δ phase as well as primary crystals, α phase. The presence of different microstrucures suggests multiple high-tin bronze wares were quenched at a wide range of temperatures. The non-metallic inclusions of the bronze wares contain sulfur, which indicates with high possibility that the copper provided as the raw material was extracted from copper ores containing sulfur.
1. INTRODUCTION
Bagan is the major historical site of Buddhism in Myanmar. The city was the capital of ancient kingdom, the Bagan Dynasty (1044–1287). The Bagan Dynasty was the first unified kingdom founded by Burmans and made cultural advancement by embracing Indian cultures in the areas of literature, Buddhism and arts through the Mons who were under the rule of Bagan kingdom. During this cradle period, the Bagan kingdom developed its own unique culture while being influenced by the Mons (Doosan; Yi, 2012). Geographically, Bagan is the hub of transportation between Yunnan Province, China and Assam, India. Theravada Buddhism that was imported from Ceylon (Sri Lanka) flourished under an umbrella of Bagan Dynasty. In particular, Buddhist temples and pagodas were built with great effort of the kingdom and thousands of Buddhist monuments still remain to the present day. During the 12th and 13th centuries, Bagan served as the cosmopolitan center of studies for Buddhism where many monks and students came from India, Sri Lanka, Thailand and Khmer (Choi, 2006).
Bronze wares made with forged high-tin bronze technology were first produced in the Persian region of the Orient, and around the 6th century, forged high-tin bronze wares were made in large quantities in Persia. It is known that this technology was gradually introduced to India and then to China and the Korean Peninsula. By scientifically analyzing the bronze artifacts of Myanmar, which is located in the middle of the Korean Peninsula, it is possible to confirm the transmission route of trade and technology at the time. This study aims to understand the manufacturing technology by scientifically analyzing the ancient forged high-tin bronze wares excavated from archaeological sites in Bagan, Myanmar.
2. METHODOLOGIES
2.1. Sampling and Sample preparation
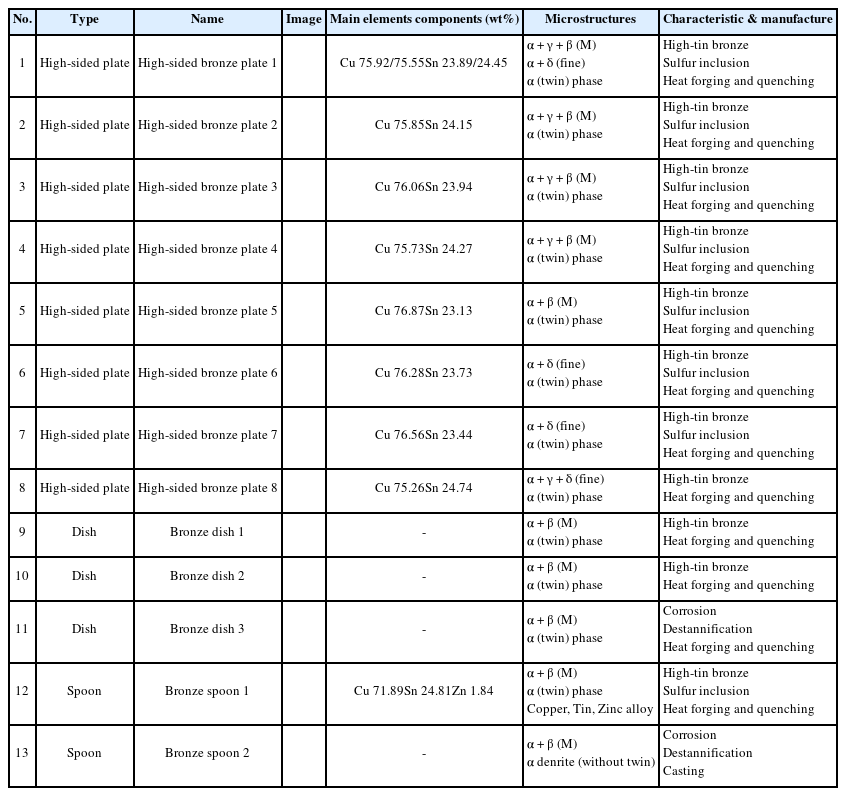
Thirteen forged high-tin bronze wares from the Bagan Archaeological Museum in Myanmar were analyzed in this research (Table 1). The types of 13 forged high-tin bronze wares analyzed by microstructure are high-sided plates, dishes, and spoons. Among them, eight showing differences in the manufacturing technology system and microstructure were selected and described in the paper. (No.1, 3, 5, 7, 9,10, 12, 10 of Table 1)

List of high-tin bronze wares for analysis from Bagan Archaeological Museum
Samples were taken in the smallest size possible, so that no damage was caused to the original shape of the artifacts. Sampling was carried out using a diamond circular saw blade mounted on an electric motor tool. After the collected samples were packed in plastic bags individually to prevent them from mixing with each other, the information about the object was recorded. The objects’ surfaces from which the samples were taken have been restored with epoxy resin to maintain the original shapes of the artifacts.
After checking the name and number of each artifact, samples were mounted in epoxy resin for analysis. The sample surfaces were polished smoothly by using a polishing machine with polish papers in the order of serial numbers #800, #1000, #2000, to #4000, finishing with a 1 μm diamond suspension. The surfaces of the smoothly polished samples were etched in a solution of ethyl alcohol (120 mL), hydrochloric acid (30 mL), and iron chloride (III) (10 g) for several seconds. After this process the samples were cleaned with water and dried.
2.2. Method of analysis
The microstructures of the samples were observed by using a reflected light microscope (DMRBE, Leica, DEU) to identify the manufacturing techniques applied to the bronze ware. The entire microstructure was observed at low magnification (x25, x50) and specific region were observed at high magnification (x100, x1000). If a higher magnification (higher than x1000) beyond the capacity of the optical microscope was required, sample surfaces were carbon-coated and observed by using a scanning electron microscope (JEOL JSM-IT300, JEOL, JPN).
Components of the entire sample observed at low magnifications using energy dispersive X-ray spectroscopy (JEOL JSM-IT300/Oxford) attached to the scanning electron microscope were analyzed to identify the whole component of the alloying element. The results of an area analysis performed at least 5 times at low magnifications (x200) using the scanning electron microscope were averaged. Inclusions, lead particles and grain boundaries providing critical clues to understand the manufacturing techniques were observed at high magnifications. The sample surfaces were carbon-coated to obtain conductibility and analyzed at an acceleration voltage of 20kV with a working distance of 10mm (Cultural Heritage Conservation Science Center, 2020).
3. RESULTS OF ANALYSIS
3.1. High-sided bronze plate
3.1.1. High-sided bronze plate 1
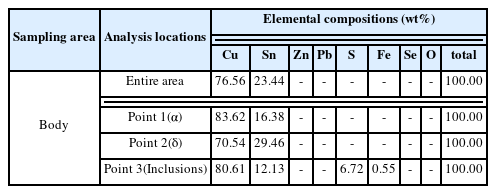
The object is a flat-bottomed round bronze plate and samples were taken from the rim and bottom of the body and analyzed (Figure 1a). Figure 1b is an electron micrograph of the entire microstructure of the sample from the rim, showing a round α phase is formed in the acicular martensite (β phase) and γ phase in the background. Twins are formed at the grain boundaries of the α phase, suggesting treatment was performed at high temperature. In the case of an alloy of copper and tin, the γ phase is present at the lower range of temperatures (586~520°C) compared to the β phase (799~586°C). The α phase and β phase are observed together in this object, suggesting it was quenched at around 586°C. The analysis of the microstructure observed in Figure 1c found it is composed of a binary alloy of copper and tin containing 75.92 wt% copper and 23.89 wt% tin. Figure 1c, which is the magnified part of Figure 1b, shows non-metallic inclusions that are difficult to observe through an optical microscope, and different phases such as the α phase, the β phase were analyzed by SEM-EDS (Table 2). Point 1 in Figure 1c is the α phase that is a solid solution of copper and tin, and contains 16.55 wt% tin. Point 2 is the martensite that is formed by a rapid cooling of the β phase, and contains 26.05 wt% tin. Point 3, which is non-metallic inclusions, consists mainly of copper and sulfur, and iron, indicating the possibility that copper ore including sulfur such as copper pyrite, chalcocite was supplied for the smelting process. Figure 1d is a photomicrograph of the microstructure of the sample from the bottom with a different background structure from the sample of its rim. Figure 1e is the magnified electron micrograph of Figure 1d, showing fine α + δ eutectoid structure in the background. Different phases observed were analyzed using EDS and the results are shown in Table 2.
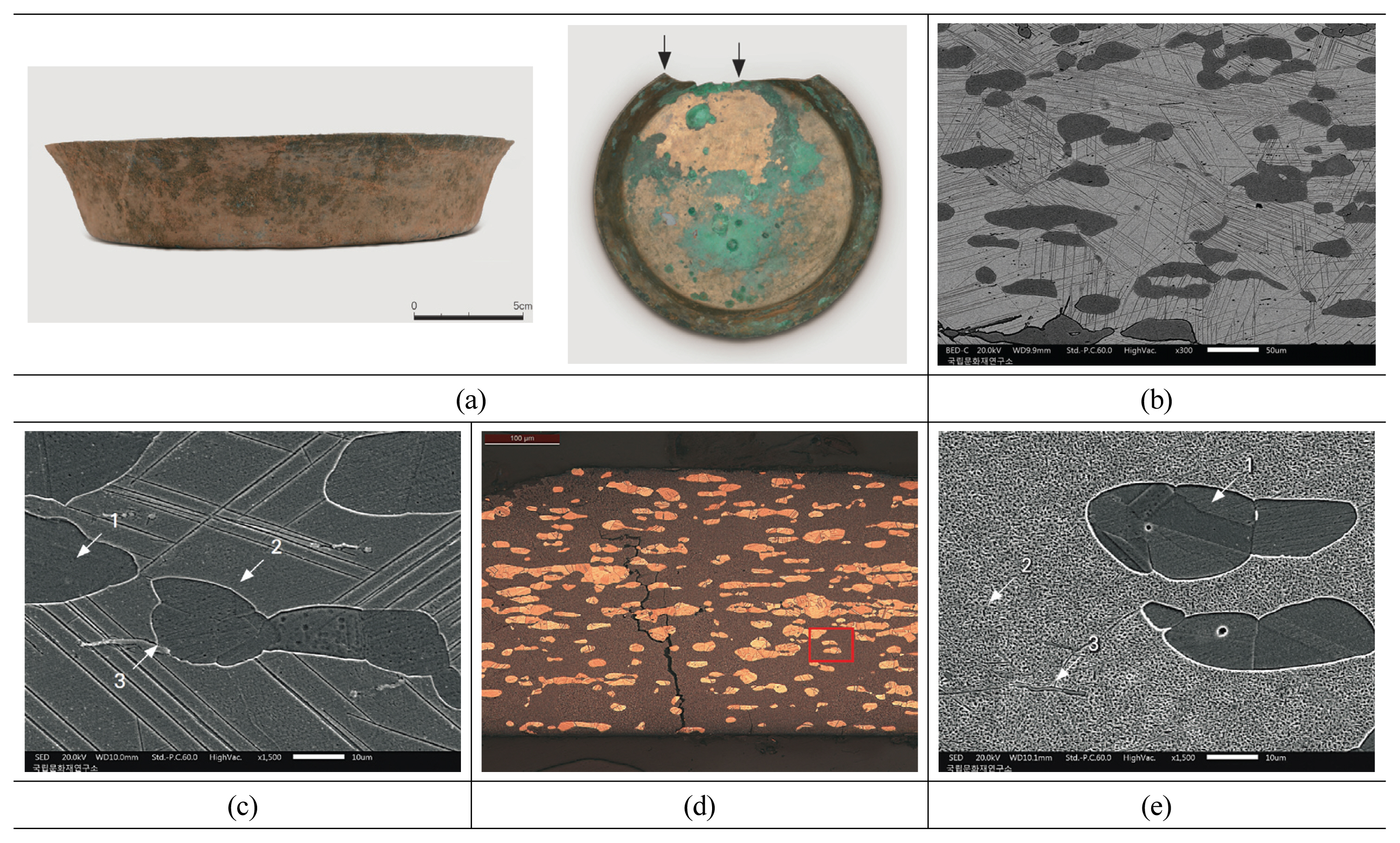
Microstructure of high-sided bronze plate 1; (a) Appearance of the high-sided bronze plate 1, (b) Microstructure of rim of high-sided bronze plate 1, (c) Magnified part of Figure. 1b, (d) Microstructure of bottom of high-sided bronze plate 1, (e) Magnified part of Figure. 1d.

SEM-EDS analysis results of the high-sided bronze plate 1
3.1.2. High-sided bronze plate 3
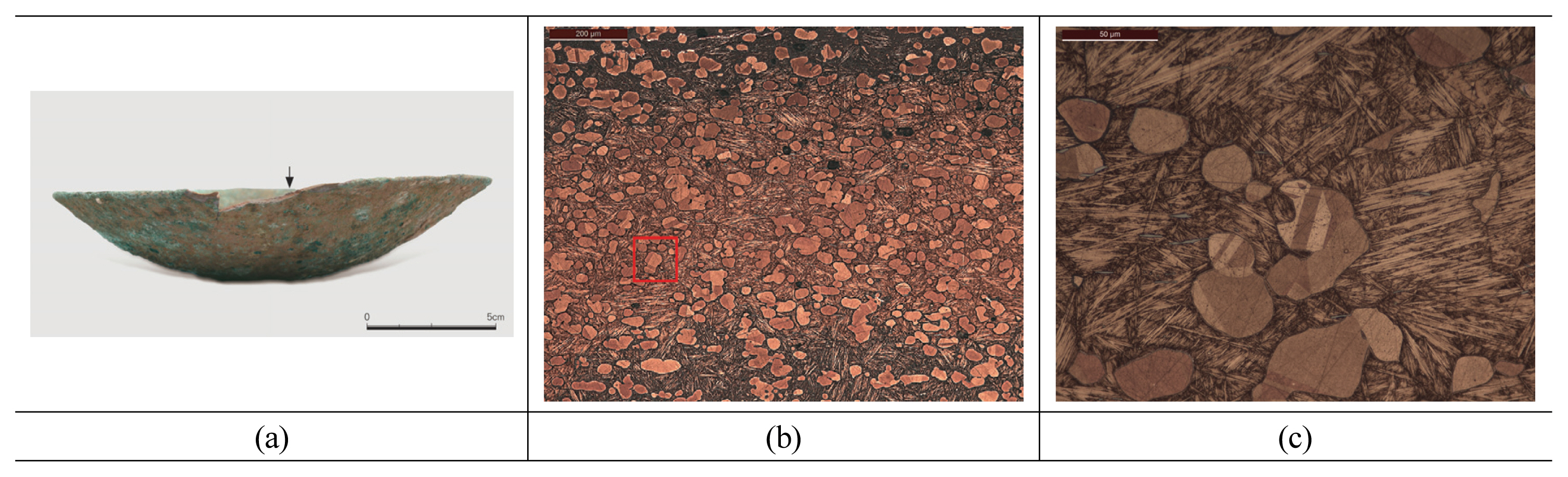
The object is a flat-bottomed round bronze plate and the sample was taken from the body and analyzed (Figure 2a). Figure 2b is a photomicrograph of the entire microstructure of the sample, showing a round α phase is formed in the acicular martensite (β phase) and γ phase in the background. Twins are formed at the grain boundaries of the α phase, suggesting treatment was performed at high temperature. The β phase and γ phase observed in the microstructure indicates that the last quenching was carried out at around 586°C. The analysis of the microstructure observed in Figure 2b found it is composed of a binary alloy of copper and tin containing 76.06 wt% copper and 23.94 wt% tin. Figure 2c, which is the magnified part of Figure 2b, shows non-metallic inclusions that are difficult to observe through an optical microscope, and different phases such as the α phase, the β phase were analyzed by SEM-EDS (Table 3). Point 1 in Figure 3c is the α phase that is a solid solution of copper and tin, contains 16.71 wt% tin. Point 2 is the martensite that is formed by a rapid cooling of the β phase, and contains 26.22 wt% tin. Point 3, which is non-metallic inclusions, mainly consists of copper and sulfur, and traces of tin and iron.
Microstructure of bronze plate 3; (a) Appearance of the bronze plate 3, (b) Microstructure of body of high-sided bronze plate, (c) Magnified part of Figure 2b.

SEM-EDS analysis results of the high-sided bronze plate 3
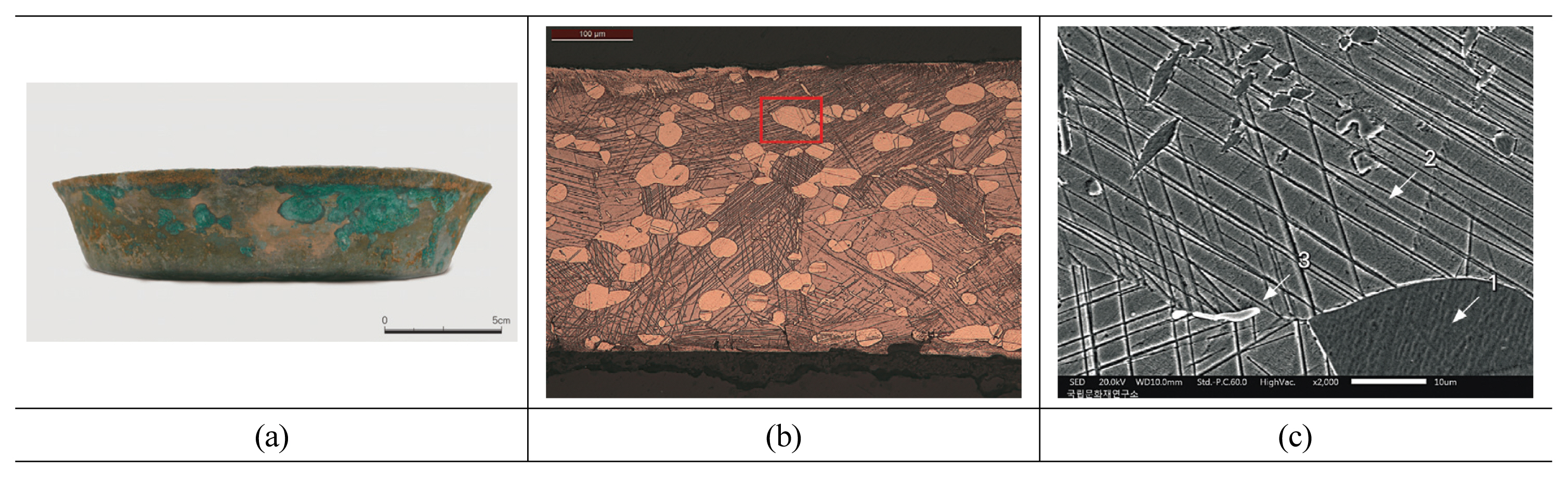
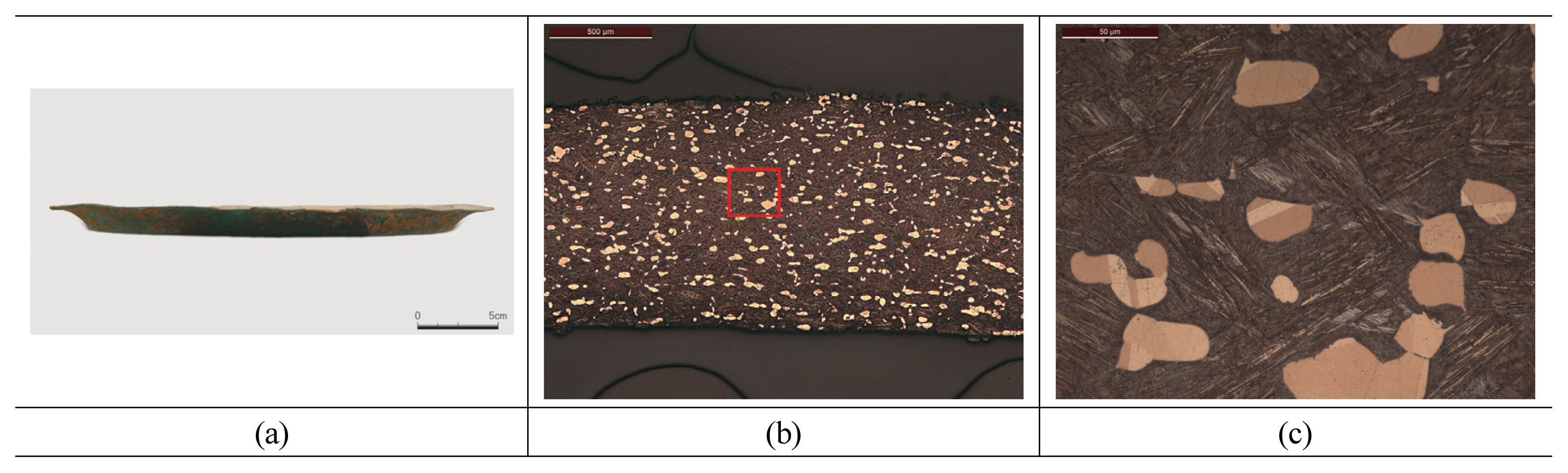
Microstructure of bronze plate 5; (a) Appearance of the bronze plate 5, (b) Microstructure of body of high-sided bronze plate, (c) Magnified non-metallic inclusions, α and β phases.
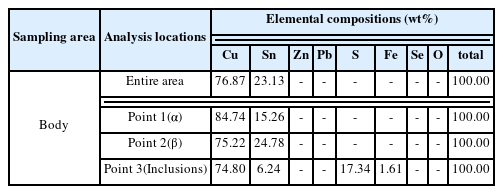
SEM-EDS analysis results of the high-sided bronze plate 5
SEM-EDS analysis results of high-sided bronze plate 7
3.1.3. High-sided bronze plate 5
The object is a flat-bottomed round bronze plate and the sample was taken from the body and analyzed (Figure 3a). Figure 3b is an electron micrograph of the entire microstructure of the first sample, showing a round α phase is formed in the acicular martensite (β phase) and γ phase in the background. Twins are formed at the grain boundaries of the α phase, suggesting treatment was performed at high temperature. The β phase observed in the microstructure show that the last quenching was carried out at or above 586°C. The analysis of the microstructure observed in Figure 3b found it is composed of a binary alloy of copper and tin containing 76.87 wt% copper and 23.13 wt% tin. Figure 3c, which is the magnified part of Figure 3b, shows non-metallic inclusions that are difficult to observe through an optical microscope, and different phases such as the α phase, the β phase were analyzed by SEM-EDS (Table 4). Point 1 in Figure 3c is the α phase that is a solid solution of copper and tin, and contains 15.26 wt% tin. Point 2 is the martensite that is formed by a rapid cooling of the β phase, and contains 24.78 wt% tin. Point 3, which is non-metallic inclusions, mainly consists of copper and sulfur, and traces of tin and iron.
3.1.4. High-sided bronze plate 7
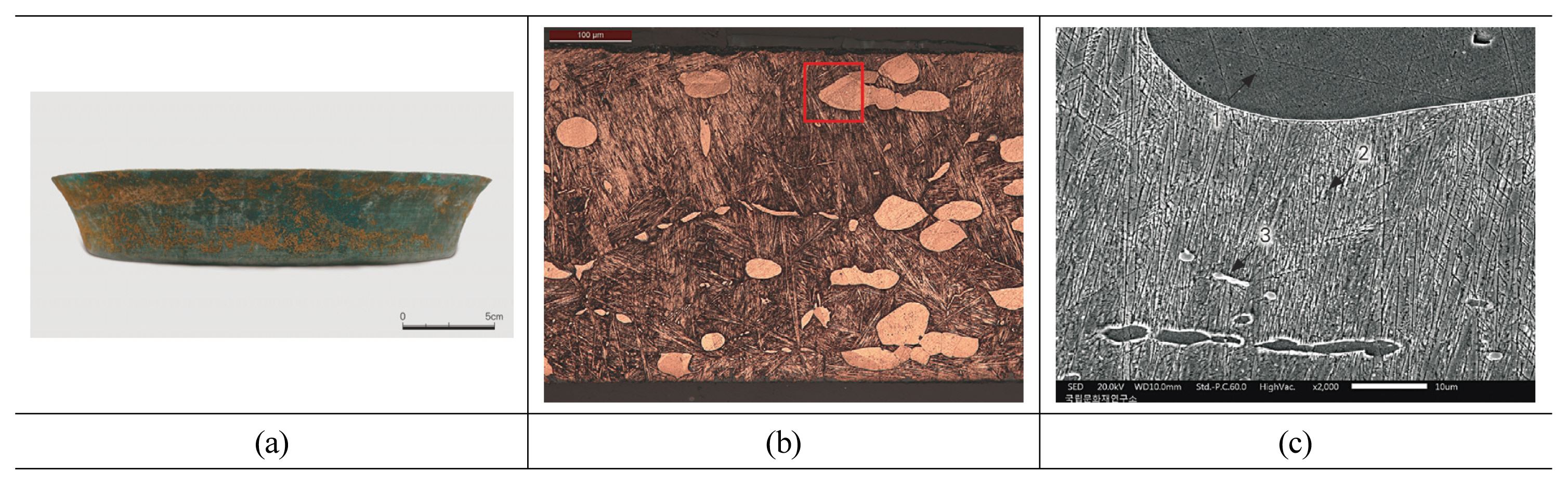
The object is a bronze flat-bottomed round plate and sample was taken from the body and analyzed (Figure 4a). Figure 4b is a photomicrograph of the entire microstructure of the sample, showing a round α phase is formed in the δ phase and γ phase in the background. Twins are formed at the grain boundaries of the α phase, suggesting treatment was performed at high temperature. The fine δ phase observed in the microstructure indicates that the last quenching was carried out at around 520°C. The analysis of the microstructure observed in Figure 4b found it is composed of a binary alloy of copper and tin containing 76.56 wt% copper and 23.44 wt% tin. Figure 4c, which is the magnified part of Figure 4b, shows non-metallic inclusions that are difficult observed see through an optical microscope, and different phases such as the α phase, the δ phase were analyzed by SEM-EDS. Point 1 in Figure 4c is the α phase that is a solid solution of copper and tin, and contains 16.38 wt% tin. Point 2 is the δ phase, containing 29.46 wt% tin. Point 3, which is non-metallic inclusions, mainly consists of copper and tin, and traces of sulfur.
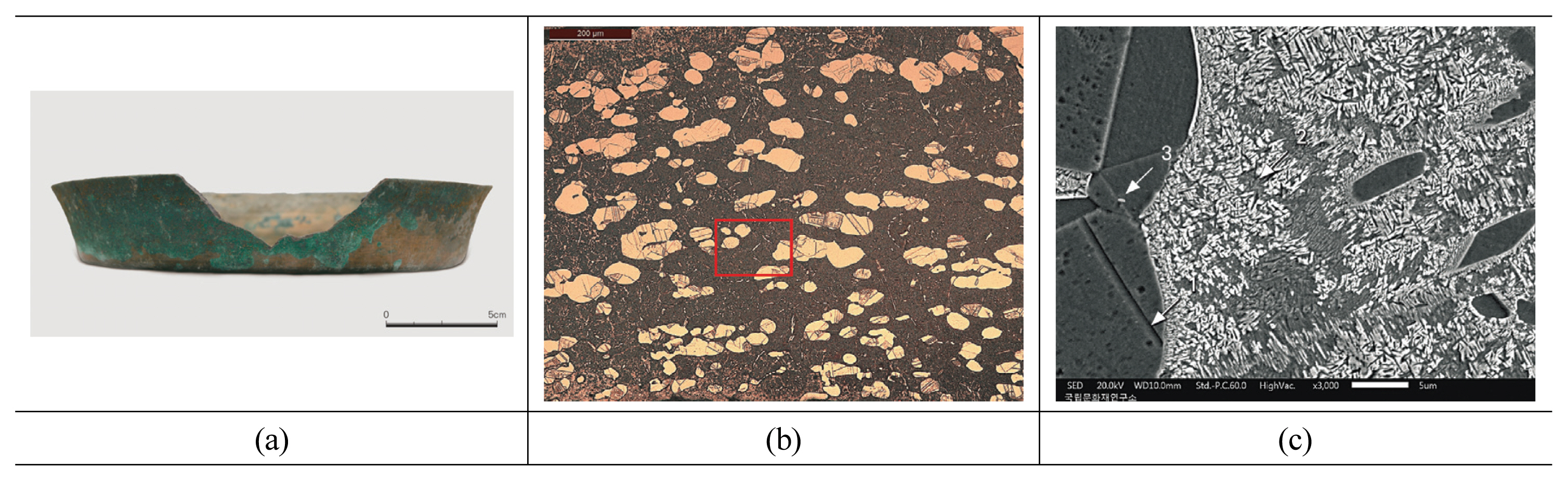
Microstructure of bronze plate 7; (a) Appearance of the bronze plate 7, (b) Microstructure of body of high-sided bronze plate, (c) Magnified α + δ eutectoid structure.
3.2. Bronze dish
3.2.1. Bronze dish 1
The object is a bronze flat-bottomed round dish and the sample was taken from the body and analyzed (Figure 5a). Figure 5b is a photomicrograph of the entire microstructure, showing a round-shaped α phase is formed in the acicular martensite (β phase) in the background. Figure 5c, which is a magnified part shows twins are observed at straight lines in the α phase grains, which means re-crystallization occurred as the object was deformed by such work as hammering at a relatively high temperature. In addition, the β phase indicates the last quenching was carried out at temperatures at 586°C or above.
Microstructure of bronze dish 1; (a) Appearance of the bronze dish 1, (b) Microstructure of body of bronze dish 1, (c) Magnified central part of Figure 5b.
3.2.2. Bronze dish 2
The object is a flat-bottomed round bronze dish and the sample was taken from the rim and analyzed (Figure 6a). Figure 6b is a photomicrograph of the entire microstructure, showing a round-shaped α phase is formed in the acicular martensite (β phase) in the background. Figure 6c, which is a magnified part, shows twins are observed at straight lines in the α phase grains, which means re-crystallization occurred as the object was deformed by such work as hammering at a relatively high temperature. In addition, the β phase indicates the last quenching was carried out at temperatures at 586°C or above.
Microstructure of bronze dish 3; (a) Appearance of the bronze dish 2, (b) Microstructure of rim of bronze dish, (c) Magnified central part of Figure 6b.
3.3. Bronze spoon
3.3.1. Bronze spoon 1
The object is a ladle-shaped bronze spoon with an oval bowl and the sample was taken from the handle and analyzed (Figure 7a). Figure 7b is a photomicrograph of the entire microstructure, showing a fine round-shaped α phase is formed in the martensite (β phase) in the background. Figure 7c is the magnified electron micrograph of Figure 7b, showing twins are observed at straight lines in the α phase grains. Three different phases are observed in the microstructure shown in Figure 7c. These phases were analyzed using EDS and the results are shown in Table 6. Point 1 is the α phase and contains mainly copper, 15.77 wt% tin and a trace of zinc. Point 2 is the martensite formed by a rapid cooling of the β phase, and contains 25.32 wt% tin. Point 3, which is the inclusions, mainly consists of 32.75 wt% sulfur and over 52.81 wt% zinc.
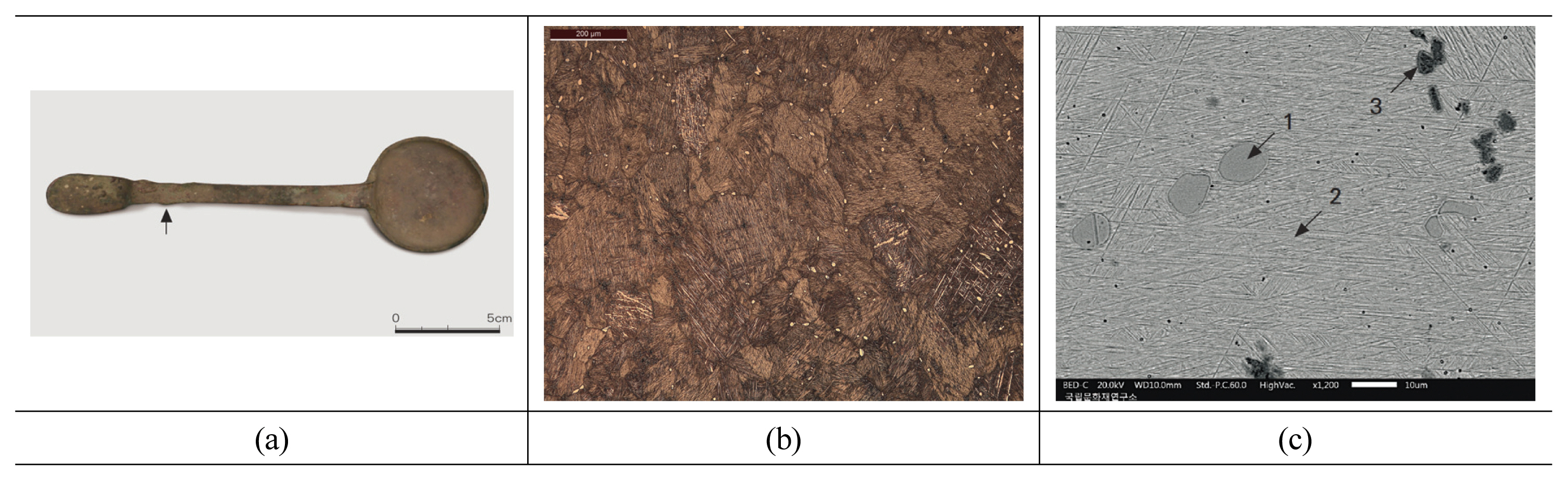
Microstructure of bronze spoon 1; (a) Appearance of the bronze spoon 1, (b) Microstructure of bronze spoon’s handle, (c) Magnified part of Figure 7b.

SEM-EDS analysis results of the bronze spoon 1
3.3.2. Bronze spoon 2
The object is a ladle-shaped bronze with an oval spoon bowl and the samples were taken from the bowl and handle respectively and analyzed (Figure 8a). Figure 8b is a photomicrograph of the microstructure of the spoon bowl, which shows the presence of the dendritic α phase and the rest of it has been mostly corroded. Figure 8c is a photomicrograph of the microstructure of the handle, showing the dendritic α phase in the similar form to that of the spoon bowl is present. No twins are present in those α phases, and the characteristics of casting remain intact, suggesting there was no treatment such as hot working at high temperatures after casting. Re-precipitated copper produced by corrosion is present between the grain boundaries of the α phase and corrosion product (Figure 8c).
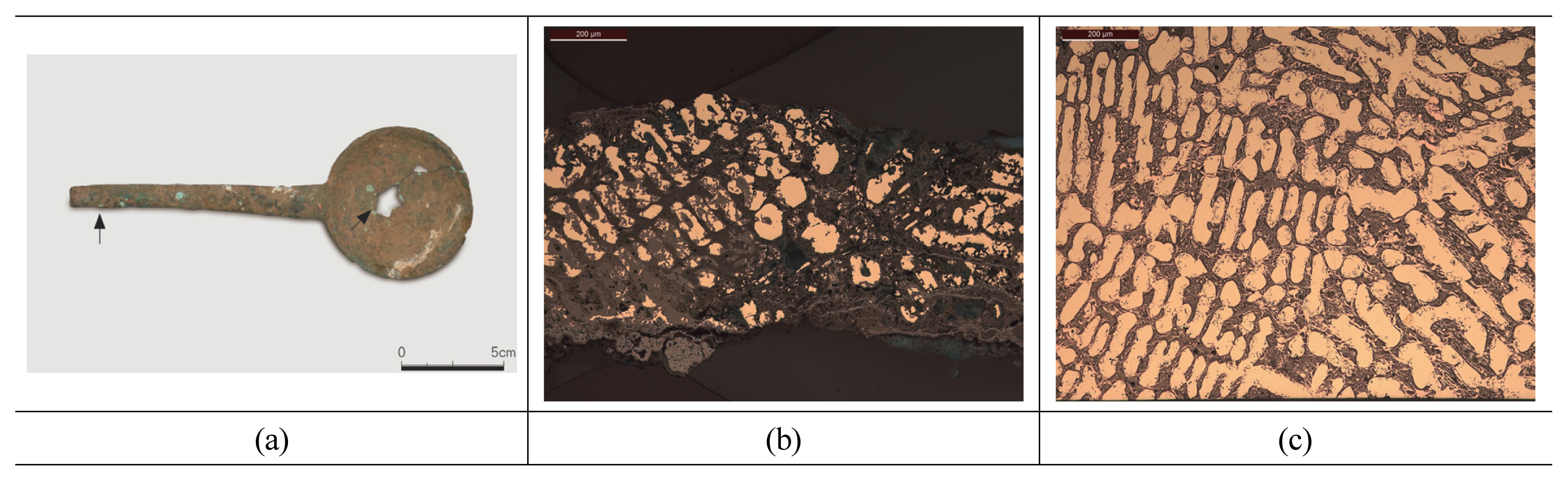
Microstructure of bronze spoon 2; (a) Appearance of the bronze spoon 2, (b) Microstructure of bronze spoon’s bowl, (c) Microstructure of bronze spoon’s handle.
4. CONSIDERATION
The results of analyzing the microstructure of the 13 forged high-tin bronze wares are shown in Table 7.
Results of scientific analysis of bronze wares from Bagan, Myanmar
Forged high-sided bronze plates were manufactured by alloying Cu with Sn in a ratio of 76 wt% and 24 wt%, which is a relatively high Sn content. The microstructure is the quenching structure in the α + β (M), α + γ phase, and α + δ phase and twins are formed at the grain boundaries in the α phase as a result of forging. The twin formation by recrystallization occurs only in alloy which have been mechanically strained as by hammering. It is evident that the artifacts were mechanically worked before being quenched (Park and Gordon, 2007; Park, 2004). The microstructure indicates temperatures at which the quenching was performed and various microstructures that occur in different temperature ranges are observed such as β (M), γ phase, δ phase as well as primary crystals, α phase. But in the case of the high-sided bronze plate (No. 1), different microstructures are observed depending on the sampling areas, which indicates different microstrucutres were formed due to change of working environment such as heating location, time rather than intended adjustment of the quenching temperature. The shape of the high-sided bronze plate was formed by strong physical force such as hot working to forge a very thin object of 0.5mm in thickness.
Bronze dishes are the artifacts from the Bagan Dynasty and were manufactured with an alloy of Cu and Sn only. The ratio of the alloy is about 77 wt% Cu and 23 wt% Sn, which is a large amount of Sn. The microstructure is the quenching structure composed of α + β (M) and twins in the α phase is an indication of forging. Those dishes were manufactured with an alloy of Cu and large amount of Sn by hot working (forging) for shaping and finished by quenching at high temperatures near 700°C. The bronze alloy of Cu-Sn is susceptible to breakage due to the brittleness caused by a high tin percentage in the δ phase (Scott, 1991). In order to overcome the disadvantage of increasing the possibility of breakage due to brittleness, it is necessary to suppress the formation of δ phase by performing quenching treatment at a temperature of 550°C or higher (Park and Jung, 2007). Martensite phase is a structure that appears when quenched in the β region of 600°C or higher, and its strength is higher than that of the brittle δ phase (Craddock and Hook, 2007).
Bronze spoons are the artifacts of the Bagan Dynasty. Those have similar shapes but different manufacturing techniques were respectively applied. They have something in common when it comes to containing a large amount of Sn but the bronze spoon 2 (No.39) was cast for making a shape and then there was no hot working for changing the shape while the bronze spoon 1 (No. 38) was cast and hot working was carried out. In the case of the bronze spoon 2, whether quenching was performed can not be identified because its background structure is mostly corroded, but the microstructure of the bronze spoon 1 is composed of an α + β (M) phase, suggesting quenching was performed at a high temperature of 700°C. In addition, hot worked bronze spoon 1 shows a higher tin content than the bronze spoon 2 does.
5. CONCLUSION
Forged high-tin bronze wares in Bagan Dynasty are with alloy compositions Cu-Sn. Composed of Cu-Sn only were manufactured by alloying Cu with Sn in a ratio of 76 wt% and 24 wt%, which is a relatively high tin content. The microstructure is the quenching structure in the α + β (M), α + γ phase, and α + δ phase and twins are formed at the grain boundaries in the α phase as a result of forging. High-tin bronze wares composed of Cu-Sn were manufactured with the bronze material of an alloy of Cu and a large amount of Sn by hot working (forging) and finished by quenching. The microstructure indicates temperatures at which the quenching was performed and various microstructures that occur in different temperature ranges are observed such as β (M), γ phase, δ phase as well as primary crystals, α phase. The presence of different microstrucures suggests multiple high-tin bronze wares were quenched at a wide range of temperatures. The non-metallic inclusions of the bronze wares contain sulfur, which indicates with high possibility that the copper provided as the raw material was extracted from copper ores containing sulfur.
ACKNOWLEDGEMENTS
This paper has been revised and supplemented with a published ‘Scientific analysis on metal artifacts from Myanmar’ by Cultural Heritage Conservation Science Center. And this study was supported by the National Research Institute of Cultural Heritage (NRICH) as a part of the Cultural Heritage Research & Development program. We are deeply grateful for their administrative and financial support.
References
Doosan Encyclopedia Doopedia. (in Korean)

























