

ņä£ ļĪĀ
ņŚ░ĻĄ¼ļīĆņāü ļ░Å ļ░®ļ▓Ģ
2.1. ņŚ░ĻĄ¼ļīĆņāü

2.2. ņŚ░ĻĄ¼ļ░®ļ▓Ģ
2.2.1. ņŚ┤Ļ░ä ļŗ©ņĪ░ņŚÉ ļö░ļźĖ ĒśĢĒā£ ļ│ĆĒÖöņØś ļ╣äĻĄÉ Ļ┤Ćņ░░
2.2.2. ļ»ĖņäĖņĪ░ņ¦ü ļČäņäØ
2.2.3. Cu-22%Sn ņ▓ŁļÅÖ ņŗ£ĒŚśĒÄĖņØś ņŚ┤Ļ░ä ļŗ©ņĪ░ ļ╣äĻĄÉņŗżĒŚś
ņŚ░ĻĄ¼ Ļ▓░Ļ│╝
3.1. ļ░®ņ¦£ ņł¤Ļ░ĆļØĮņØś Ļ░ĆĻ│ĄņŚÉ ļö░ļźĖ ĒśĢĒā£ ļ│ĆĒÖö

3.2. ņ£Āļ¼╝ņŚÉņä£ Ļ┤Ćņ░░ļÉśļŖö Ļ░ĆĻ│Ą ļČĆņ£äņŚÉ ļīĆĒĢ£ ļ»ĖņäĖņĪ░ņ¦ü ļČäņäØ
3.3. ļ░®ņ¦£ņ£ĀĻĖ░ ņł¤Ļ░ĆļØĮņØś Ļ░ĆĻ│ĄņŚÉ ļö░ļźĖ ļ»ĖņäĖņĪ░ņ¦ü ļ│ĆĒÖö
3.3.1. ņŻ╝ņĪ░: ŌĆśļ¼┤ņ¦łĻ░ĆļØĮ ļ¦īļōżĻĖ░ŌĆÖ ļŗ©Ļ│ä
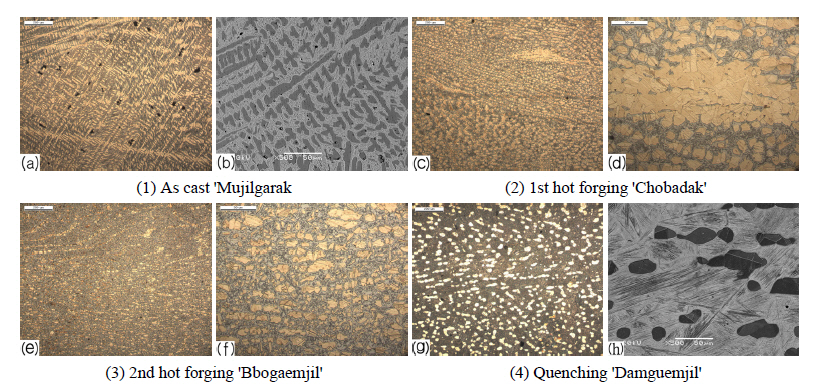
3.3.2. 1ņ░© ņŚ┤Ļ░ä ļŗ©ņĪ░: ŌĆśņ┤łļ░öļŗź ļ¦īļōżĻĖ░ŌĆÖ ļŗ©Ļ│ä
3.3.3. 2ņ░© ņŚ┤Ļ░ä ļŗ©ņĪ░: ŌĆśļĮĆĻ░¼ņ¦łŌĆÖ ļŗ©Ļ│ä
3.3.4. Quenching: ŌĆśļŗ┤ĻĖłņ¦łŌĆÖ ļŗ©Ļ│ä
3.4. Cu-22%Sn ņ▓ŁļÅÖ ņŗ£ĒŚśĒÄĖ ņŚ┤Ļ░ä ļŗ©ņĪ░ ņŗżĒŚś
3.4.1. Cu-22%Sn ņ▓ŁļÅÖ ņŗ£ĒŚśĒÄĖ ņŻ╝ļ¼╝(ņŚ┤Ļ░ä ļŗ©ņĪ░ ņĀä)

3.4.2. 1ņ░© ņŚ┤Ļ░ä ļŗ©ņĪ░
3.4.3. 2ņ░© ņŚ┤Ļ░ä ļŗ©ņĪ░
3.4.4. 3ņ░© ņŚ┤Ļ░ä ļŗ©ņĪ░
Ļ│Ā ņ░░
Ļ▓░ ļĪĀ
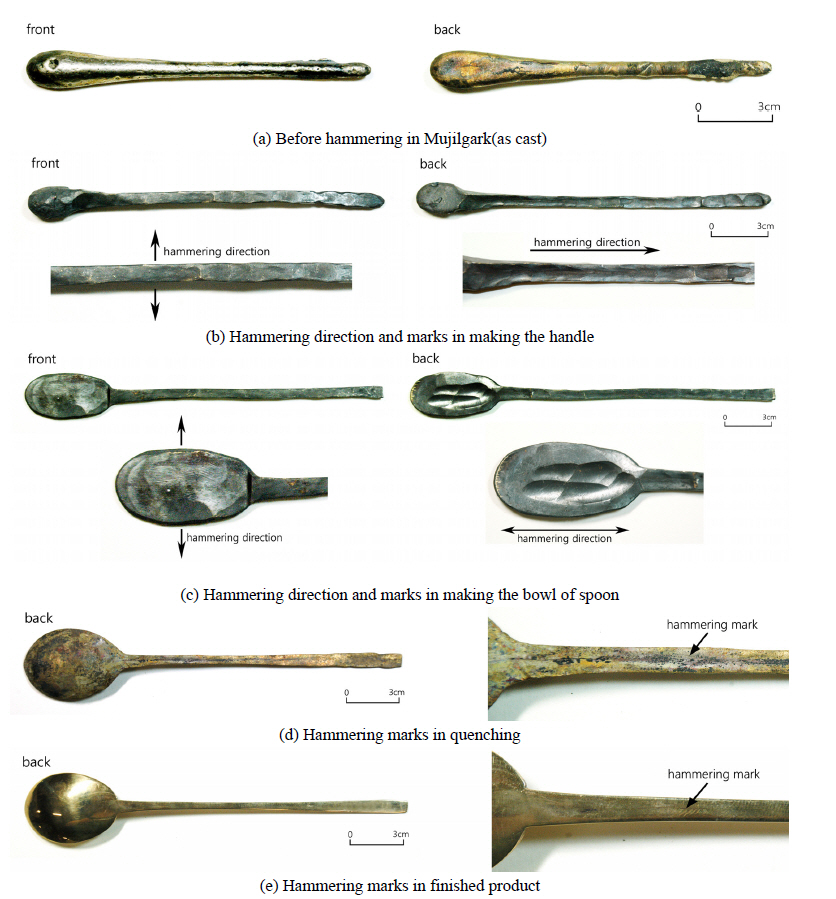
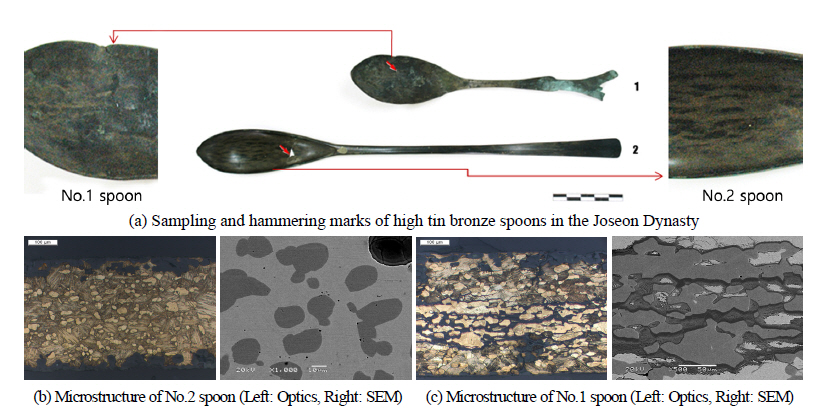
ņĀäĒåĄ ņ£ĀĻĖ░Ļ│Ąļ░®ņŚÉņä£ļŖö ĒĢśļéśņØś ļ░®ņ¦£ņ£ĀĻĖ░ ņł¤Ļ░ĆļØĮņØä ļ¦ī ļōżĻĖ░ ņ£äĒĢ┤ 10ļŗ©Ļ│äņØś ņ×æņŚģ Ļ│ĄņĀĢņØä Ļ▒░ņ│żņ£╝ļ®░, ĒśĢĒā£ ņĀ£ņ×æņŚÉ Ēü░ ņśüĒ¢źņØä ņŻ╝ļŖö ņŚ┤Ļ░ä ļŗ©ņĪ░ļŖö 3~4ļŗ©Ļ│ä Ļ│╝ņĀĢņØä Ļ▒░ņ╣£ļŗż. ņØ┤ļŖö ĻĖ░ Ļ│äļĪ£ ļ¦īļō£ļŖö ļ░®ņ¦£ņ£ĀĻĖ░ ņł¤Ļ░ĆļØĮņØ┤ 1ļŗ©Ļ│äņØś ņä▒ĒśĢĻ│╝ņĀĢņØä ĒåĄĒĢ┤ ņŚ┤Ļ░ä Ļ░ĆĻ│ĄņØ┤ ļ¦łļ¼┤ļ”¼ļÉśļŖö Ļ▓āĻ│╝ļŖö Ēü░ ņ░©ņØ┤ļź╝ ļ│┤ņØĖļŗż.
ļ░®ņ¦£ņ£ĀĻĖ░ ņł¤Ļ░ĆļØĮņØĆ ņŚ┤Ļ░ä ļŗ©ņĪ░ņŚÉ ņØśĒĢ┤ ņłśņ¦ĆĒśĢņāüņØś ╬▒ņāü ņØ┤ ļ»ĖņäĖĒÖöļÉśĻ│Ā ņלĻ▓ī ļČäņé░ļÉśņŚłņ£╝ļ®░, ļæÉļō£ļ”╝ņØ┤ Ļ░ĆĒĢ┤ņ¦ä ļČĆļČä ņØś ╬▒ņāüņŚÉļŖö ņīŹņĀĢņØ┤ ņāØņä▒ļÉśņŚłļŗż. ļśÉĒĢ£ ╬▒ņāüņØĆ Ļ░ĆĒĢ┤ņ¦ĆļŖö ļ¦Øņ╣ś ņ¦łņŚÉ ļö░ļØ╝ ņĀÉņĀÉ ļŗżĻ░üĒśĢņŚÉņä£ ņøÉĒśĢņ£╝ļĪ£ ļ│ĆĒśĢļÉśļŖö Ļ▓āņØä ĒÖĢņØĖ ĒĢśņśĆļŗż. ņØ┤ Ļ│╝ņĀĢņŚÉņä£ļŖö ĻĘ╝ņĀæĒĢ£ ╬▒ņāüļōżņØĆ ņä£ļĪ£ ĒĢ®ņ│Éņ¦ĆļŖö Ēśä ņāüņØ┤ ļ░£ņāØĒĢśņśĆĻ│Ā, ļŗ┤ĻĖłņ¦ł ĒøäņŚÉļÅä ĒĢ®ņ│Éņ¦ä ņāüĒā£ļĪ£ ņĪ┤ņ×¼ĒĢśņśĆ ļŗż. ņØ┤ņ▓śļ¤╝ ņŚ¼ļ¤¼ Ļ░£ņØś ╬▒ņāüņØ┤ ĒĢ®ņ│Éņ¦ä ļ»ĖņäĖņĪ░ņ¦üņØĆ ļ░®ņ¦£ņĪ░ņä▒ ņØś ņ▓ŁļÅÖņ£Āļ¼╝ņŚÉņä£ļÅä Ļ┤Ćņ░░ļÉśļŖö Ļ▓āņ£╝ļĪ£ ĻĖ░ņłĀņ▓┤Ļ│äņØś ņŚ░Ļ┤Ćņä▒ņØä ļ│┤ņŚ¼ņżĆļŗż.
ļ░®ņ¦£ņĪ░ņä▒ņØś Cu-22%Sn ĒĢ®ĻĖłņØä ļīĆņāüņ£╝ļĪ£ ņŗżņŗ£ĒĢ£ ņŚ┤Ļ░ä ļŗ©ņĪ░ ņŗżĒŚś Ļ▓░Ļ│╝, ņŻ╝ņĪ░ ļŗ╣ņŗ£ ĒśĢņä▒ļÉ£ ņłśņ¦ĆņāüņØś Ļ░Éņåīņ£©ņØĆ Ļ░ĆĻ│Ą ĒܤņłśņŚÉ ļö░ļØ╝ ļ╣äļĪĆĒ¢łļŗż. ļśÉĒĢ£ ╬▒ņāüņØĆ ĻĄ¼ņāüņ£╝ļĪ£ ņלĻ▓ī Ļ╣©ņĀĖ ļ»Ė ņäĖņĪ░ņ¦ü ņĀäņ▓┤ņŚÉ ļäōĻ▓ī ļČäņé░ļÉśņŚłņ£╝ļ®░, ņ×¼Ļ▓░ņĀĢņŚÉ ņØśĒĢ£ ņīŹņĀĢņØĆ ņ”ØĻ░ĆĒĢśņśĆļŗż. ņØ┤ņ▓śļ¤╝ ļæÉļō£ļ”╝ ņ×æņŚģņŚÉ ņØśĒĢ£ Ļ▓░ņĀĢļ”ĮņØś ļ»ĖņäĖĒÖö ļŖö ņ×¼ņ¦łņØś Ļ░ĢļÅäļź╝ ļåÆņØ┤ļŖö ĒÜ©Ļ│╝ļź╝ ņżĆ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
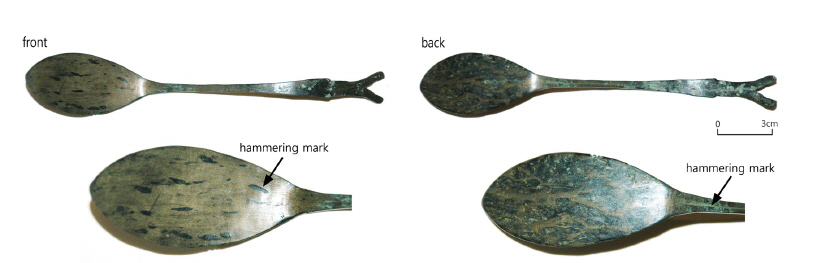
Ļ│ĀļīĆ ņ£ĀņĀüņŚÉņä£ ņČ£ĒåĀļÉ£ ņ▓ŁļÅÖņ£Āļ¼╝Ļ│╝ ņĀäĒåĄ ņ£ĀĻĖ░Ļ│Ąļ░®ņŚÉ ņä£ ļ¦īļōĀ ļ░®ņ¦£ņ£ĀĻĖ░ņØś ĒŖ╣ņĀĢ ļČĆņ£äņŚÉņä£ ļÅÖņØ╝ĒĢśĻ▓ī Ļ┤Ćņ░░ļÉśļŖö ļ®ö ņ×ÉĻĄŁņØĆ ļ¼ĖĒŚīņ£╝ļĪ£ ļé©ņĢä ņ׳ņ¦Ć ņĢŖņØĆ Ļ│ĀļīĆņØś ļ░®ņ¦£ņ£ĀĻĖ░ ĻĖ░ņłĀņ▓┤ Ļ│äĻ░Ć ņśżļŖśļéĀņØś ļ░®ņ¦£ņ£ĀĻĖ░ ņĀäĒåĄĻĖ░ņłĀļĪ£ ņĀäņŖ╣ļÉśņŚłņØīņØä ļ│┤ņŚ¼ņżĆļŗż.




