

1. 서 론
우리나라에서 조사된 철 생산유적의 기술체계는 대부분 제련에서 생산한 1차 철소재인 괴련철을 단조로 가공하는 ‘제련-단야’ 방식이 주로 사용되었던 것으로 확인된다. 제련공정에서 철광석을 완전히 용융시키는 방식이 아닌 고체환원 방식으로 생성된 철은 대부분 탄소함량 2% 이하의 강(鋼, steel)으로 얻어지게 되며 이러한 방식으로 생산된 철은 괴련철(傀鍊鐵, bloomery iron)로 통용되고 있다. 괴련철은 탄소함량이 낮아 물리적인 소성변형이 가능하기 때문에 주로 단조로 가공되는 소재이다. 이와 반대 개념의 소재로 괴련철에 비해 녹는점이 낮아 주조에 사용하는 생철(生鐵, 무쇠)은 공학적으로 탄소함량 2% 이상의 선철(銑鐵, pig iron) 혹은 주철(鑄鐵, cast iron)에 해당한다.
17세기 문헌 『천공개물』이나 19세기 문헌 『오주연문장전산고』 등에 언급된 탄소량 조절 기술이나 2∼3세기대에 출토된 철도(鐵刀)에 대한 분석 결과(Cho, 2015)에서도 침탄 및 열처리 흔적이 확인되는 것을 통해 2%를 기준으로 강과 선철을 나누는 현대의 기준처럼 과거의 작업자들도 나름의 기준으로 철소재의 물성 차이를 인지하고 공정을 달리 적용했으며 탄소량을 조절하는 침탄⋅탈탄 공정을 통해 철소재의 물성을 조절했을 것으로 보인다.
하지만 이와 같은 제철기술을 고고학적 자료에 적용하고 해석하기 위해서는 철기 유물에 대한 직접적인 분석이 필요하나 시료의 확보 및 파괴분석에 대한 어려움이 많다. 또한 생산유적에서 출토되는 부산물(슬래그, 노벽 등)을 통해 철기의 제작기법을 해석하고자 하지만 얻을 수 있는 정보의 한계가 존재하는 것이 사실이다. 이와 같은 고고학적 자료의 한계를 극복하고자 복원실험을 통해서 역으로 고대 제철기술을 해석하고자 하는 시도가 활발히 이루어지고 있다.
이와 같은 실험고고학적 연구의 일환으로 전술하였던 제련-단야 방식을 통해 괴련철부터 일종의 반제품(半製品) 성격의 소재인 철정(鐵鋌, 덩이쇠)을 제작하는 복원실험을 진행하였다. 단야공정의 체계를 구분함에 있어서 관련 연구자들의 다양한 의견이 많았기 때문에 실제로 복원 실험을 진행하면서 여러 가지 관점으로 공정의 특징을 검토해 보았다. 또한 괴련철부터 철정까지 일련의 공정에서 각 공정별 철소재와 슬래그의 미세조직 및 성분 변화 등을 확인하고 이를 다시 고고학적 자료 해석에 적용할 수 있는 가능성에 대해 모색해 보고자 하였다.
2. 복원실험
2.1. 제련(JNRICH, 2021)
2.1.1. 복원 대상
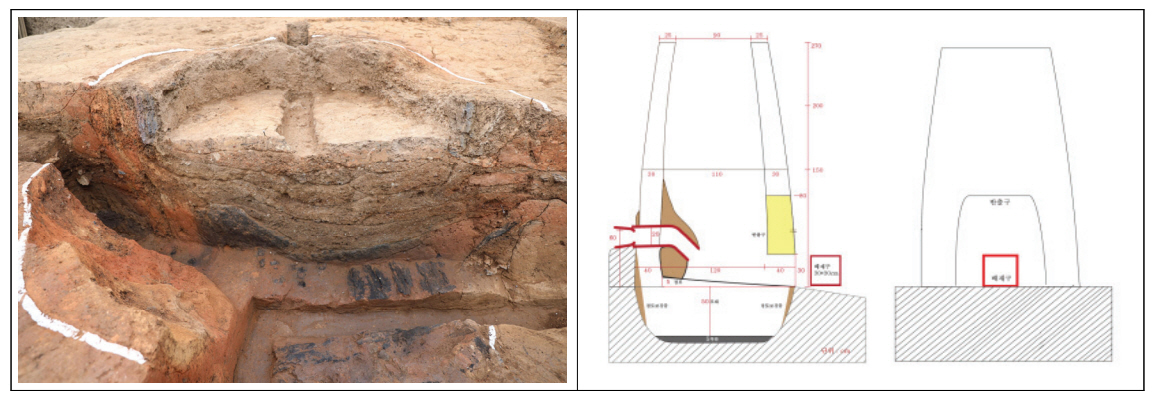
제련(製鍊, smelting)은 철산화물과 맥석(脈石, gangue)으로 이루어진 철광석에서 철을 환원시키고 불순물인 맥석을 슬래그로 분리시키는 공정으로 단야실험의 재료가 얻어지는 공정이다. 제련 복원실험에 사용된 제련로는 칠금동 제철유적에서 조사된 3호 제련로를 모델로 복원 제작 되었다. 3호 제련로는 내경 124 cm, 외경 146 cm, 노벽 두께 15∼20 cm, 잔존 높이 26 cm 규모의 반지하식 원형로로 방습을 위한 하부구조와 지하시설을 갖추고 있다. 하부구조의 깊이는 50 cm로 목탄 가루가 혼입되어 응집력을 높인 점토, 모래, 점토 순으로 방습시설을 조성하였다. 3호 제련로를 토대로 복원된 실험 제련로는 하부 내경 120 cm, 상부 내경 90 cm, 높이 270 cm 규모로 복원되었다(Figure 1).
2.1.2. 실험 과정 및 결과
예열과정에서 대탄이 974 kg 장입되었으며 철광석 1차 투입 이후로 대탄 166 kg, 중탄 470 kg이 장입되었다. 철광석은 국내에서 유일하게 대량 매입이 가능한 양양산 철광석으로 30 kg씩 10회가 장입되었으며 첨가제는 투입하지 않았다. 9시간 30분에 걸친 조업은 슬래그가 유출되지 않고 종료되었다.
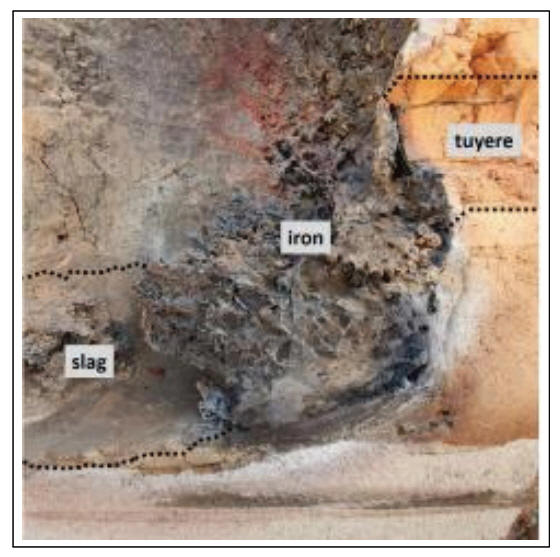
조업 후 송풍관-배재구선을 기준으로 노를 절개하여 환원 양상을 관찰한 결과 송풍관측 하단부에 환원철이 생성된 것을 확인 할 수 있었다(Figure 2). 노 내부 생성물을 반출하여 후 망치질로 환원철 106.28 kg, 슬래그 123.90 kg으로 분류하였다.
2.2. 단야
2.2.1. 복원 대상
철정의 표면적인 의미는 철기를 만들기 위한 중간 재료이지만 그 자체로도 경제적인 가치를 지닌 반재품의 성격을 띠고 있다. 때문에 단순한 소규모 철 생산이 아닌 제철공정의 시스템화, 규격화, 대량생산과 연관되어 고대 제철기술 체계를 이해하는데 있어서 상징적인 의미를 지닌다 할 수 있다.
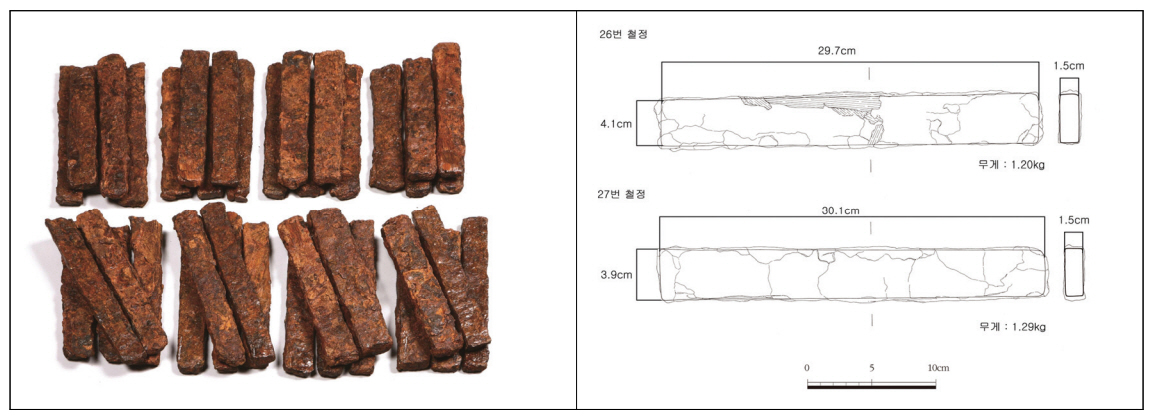
복원 대상이 되는 철정은 탄금대 토성 수조 유구에서 출토된 철정이다(Figure 3). 『일본서기』의 신공황후 46년 기사에 백제왕(근초고왕)이 왜의 사신 이파이에게 철정 40매를 준 기록과 일치하는 유물로도 주목 받은 바 있다. 철정의 제원은 출토된 40매 가운데 평균치에 가까운 26, 27번 철정(길이 30 cm, 폭 4 cm, 두께 1.5 cm, 무게 1.2∼1.3 kg)을 기준으로 설정하였다(Jungwon Cultural Properties Institute, 2009).
단야공정을 분류하는데 있어서 자주 사용되는 용어는 정련, 단련, 성형으로 공정별 특징은 다음과 같다. 제련에서 생산된 불순물(슬래그)이 많은 철괴를 반용융 상태에서 단타를 통해 불순물을 압출시켜 철의 순도를 높이는 정련(精鍊, refining) 공정, 철소재를 반복적으로 늘리고 접어 미세조직이 균일하고 미세화 된 철정(鐵鋌, 덩이쇠)을 제작하는 단련(鍛鍊, forging) 공정, 최종적으로 원하는 기형으로 제작하는 성형(成形, shaping) 공정으로 분류할 수 있다(Lee et al., 2017).
2.2.2. 소분 공정
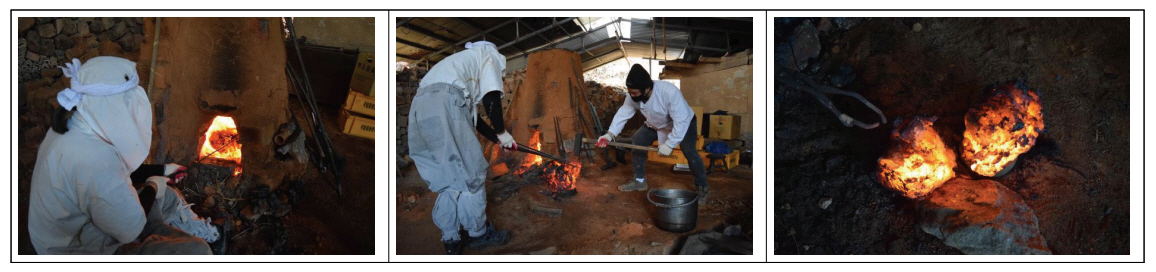
제련 생성물 106.28 kg에서 78.33 kg의 생성물을 대상으로 단야 실험이 진행되었다. 1차적으로 상온에서 망치질을 통해 슬래그를 분리하고 소철괴 46 kg과 파쇄되지 않은 대형 철괴 32.33 kg으로 분리할 수 있었다. 하지만 단야로의 체적보다 크기가 큰 대형 철괴는 소형화 할 필요성이 있었기 때문에 별도로 체적이 큰 지상식 노에서 대형 철괴 정련 작업이 진행되었다(Figure 4). 이 작업은 노 내에서 대형 철괴를 고온 가열해 소재를 적절한 크기로 파쇄하기 위한 목적을 가지고 있으며 부가적으로 철괴 내 불순물 제거의 효과도 기대할 수 있다.
노에 대형 철괴를 장입하고 1시간 30분 정도 가열 후 꺼내어 도끼와 망치를 이용한 파쇄 작업을 진행하였으며 단야로에 장입이 가능할 정도로 소형화 시켰다. 대형 생성물 32.33 kg 중 11.35 kg의 소철괴를 획득할 수 있었으며 이와 함께 노 내에서 9.09 kg의 완형재(노 바닥에 형성된 그릇 모양의 슬래그)를 비롯한 12.32 kg의 슬래그가 다량으로 생성된 것을 확인할 수 있었다.
2.2.3. 압착 공정
압착 공정은 단타를 통해 철괴를 압착하여 소재의 불순물을 제거하는 것이 목적인 공정이다. 제련 혹은 소분 공정에서 생성된 소철괴를 가열 후 압착해 판상 철괴로 만든다(Figure 5). 압착 공정은 불순물 제거가 주목적이지만 소재를 적층이 용이한 판상 형태로 만들어 단련 공정으로 넘어갈 수 있도록 연결해주는 과정이기도 하다.
소재의 탄소함량에 따라 가열시간, 단타 시점 및 강도를 조절한다. 이 과정에서는 불순물 제거가 우선시되기 때문에 소재의 물성 개선이나 일정한 형태로의 성형은 크게 중요하지 않다. 실험에서는 4∼7회에 이르는 가열과 단타 작업을 반복했으며 그 결과 압착된 부정형의 판상 철괴를 제작했다. 각 장입마다 10∼15분 정도의 가열 시간이 소요되었고 전체 소철괴 57.38 kg 중 압착 공정을 통해 35.18 kg의 판상 철괴를 획득하였다.
2.2.4. 단접 공정
단접 공정은 여러 개의 압착된 판상 철괴를 적층 및 접합을 통해 하나의 덩어리로 만드는 공정이다. 이 공정을 통해 철정 제작의 소재가 되는 봉상 혹은 판상 소재를 얻게 된다(Figure 6). 하나로 합쳐진 소재는 이 단접 과정에서 반복된 가열과 단타를 통해 추가적인 불순물 제거가 이루어지고 물성 개선도 함께 이루어지며 모든 단야 공정에서 가장 많은 시간이 할애되는 공정이기도 하다.
단접 공정은 다음과 같다. 우선 철정을 만들기 적절한 양의 판상철괴를 적층 한 후 장입해 가열 한다. 적정한 시간이 지나면 적층된 판상 철괴들이 반용융되었을 때 꺼내어 단타를 통해 하나의 덩어리로 만든다. 이후 재차 가열과 단타를 반복하면서 봉상 형태로 소재를 성형한다. 단접 공정 결과 35.18 kg의 판상 철괴에서 21.63 kg의 봉상 소재를 얻을 수 있었다.
2.2.5. 겹침단조 공정
겹침 단조 공정은 단접에서 얻은 봉상 소재를 철정으로 제작하는 과정으로 내부의 비금속개재물이나 물리적 결함을 미세화 시켜 물성을 개선시키는 것이 주요 목적인 공정이다. 이 공정에서 물리적 결함을 얼마나 제거시키느냐에 따라서 철기의 품질이 결정된다고 볼 수 있다. 망치와 같이 두꺼운 기형의 철기는 접는 과정이 많이 필요하지 않지만 칼이나 재갈과 같이 극도로 얇거나 소재를 꼬는 공정이 들어가는 철기는 마지막 성형과정에서 결함이 드러나며 소재가 부러지거나 터질 가능성이 매우 높기 때문이다.
봉상 소재를 잘게 절단한 후 다른 방향을 다르게 적층하여 단접하는 방식, S자로 접는 방식, 가로세로를 번갈아가며 접는 방식 등 다양한 적층방식이 있으나 본고에서는 가장 기본적인 절반을 접어 늘리는 방식(Figure 7좌)에 대해 먼저 검증해 보기로 하였다. 이후 단접된 소재를 여러 차례 늘리고 접어가는 과정을 반복하며 물성을 개선해 가면서 철정 형태로 성형한다. 이 겹침 단조는 생산품이 요구하는 품질에 따라 횟수가 달라질 수 있다. 겹침단조 횟수에 따른 미세조직의 차이를 알아보고자 0∼3회 다양한 층수의 철정이 제작되었다. 이 결과 21.63 kg의 봉상 소재에서 무게 14.42 kg의 철정 11점을 제작할 수 있었다(Figure 7우).
2.3. 소결
2.3.1. 공정의 구분
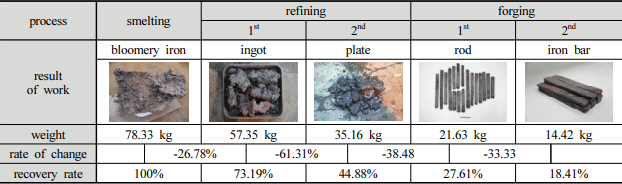
제련으로 생성된 1차 철소재(괴련철)를 대상으로 정련 및 단련단야 공정을 통해 반제품인 철정까지 제작한 실험을 실시하였다. 이 과정에서 소분, 압착, 단접, 겹침단조 등과 같은 일련의 세부 공정과 그에 따른 효과를 파악 할 수 있었다(Table 1).
하지만 제련공정에서 작은 크기로 형성된 철괴는 소분 과정이 필요하지 않다는 점, 비교적 품질이 좋은 철괴는 단접과정이 필요하지 않다는 점, 망치와 같이 두꺼운 형태의 철기 제작에는 접고 늘리기 과정이 대폭 축소된다는 점과 같이 소재의 상태나 목적 생산품에 따라 유동적일 수 있다는 부분이 확인되었다. 때문에 이와 같은 세부 공정들을 정련단야, 단련단야, 성형단야로 명확하게 구분하기에는 다소 어려움이 있었다.
그럼에도 불구하고 개별적으로 달라 보이는 세부 공정들이 효과적인 측면에서 봤을 때, 정도의 차이는 있지만 초반 두 공정은 정련, 후반 두 공정은 단련 위주의 효과를 보인다(Table 1)는 점을 통해서 일련의 과정이 정련→단련→성형이라는 큰 틀에서 진행된다는 것을 확인 할 수 있었다.
세부 공정을 정의하는데 있어서 아직 추가적인 연구가 필요하지만 서술 및 분석의 단계 구분을 위해서 소분과 압착을 정련공정으로, 단접과 겹침단조 공정을 단련공정으로 구분하였다. 이렇게 분류한 배경에는 작업의 연속성 개념도 작용하였는데 소분한 철괴는 바로 압착이 가능하며, 단접한 철괴는 품질에 따라 바로 접어 늘리는 것이 가능한 점으로 봤을 때 작업의 연속성이 있다고 볼 수 있다. 반면에 압착-단접 공정은 압착된 철괴를 용도에 맞게 적층하는 중간 과정이 필요해 작업이 중단되므로 압착-단접 공정간의 연속성이 없다고 판단하여 이 지점에서 공정을 나누기로 하였다. 이와 같은 관점으로 본고의 공정 서술을 위해 소분 공정은 1차 정련, 압착 공정은 2차 정련, 단접 공정은 1차 단련, 겹침단조 공정은 2차 단련으로 명명하였다(Table 2).
2.3.2. 공정별 철소재의 회수량
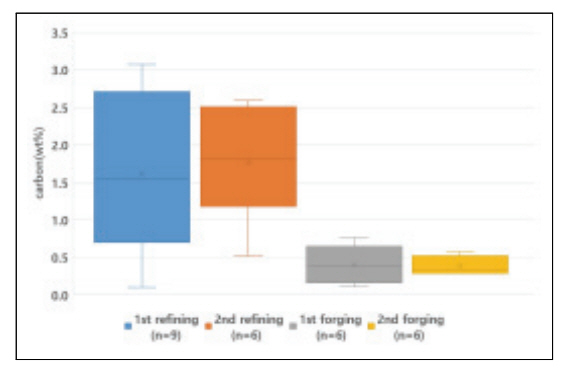
78.33 kg의 제련 생성물은 4단계의 공정을 거치며 급격하게 감소하는 양상을 보였다. 우선 원소재로 사용된 제련 생성물을 소철괴로 소분하는 과정인 1차 정련은 파쇄가 필요한 대형 철괴 그룹만 진행되었다. 대형 철괴 32.33 kg 중 11.35 kg의 소철괴를 획득했는데 전체 괴련철 원소재 기준으로는 73.19%의 회수율을 보인다. 소철괴를 판상 철괴로 만드는 2차 정련 과정에서는 전체 대비 44.88%의 회수율을 보였다. 이 결과는 정련 공정에서만 절반이 넘는 55.11%가 손실되었다는 것을 나타내준다.
판상 철괴를 단접해 봉상 소재로 만드는 1차 단련에서는 35.16 kg의 판상 철괴가 21.63 kg으로 감소했으며 이 공정에서만 38.48%의 손실율을 보였다. 최초 괴련철 대비로 환산하면 27.61%이다. 철정을 제작하는 2차 단련에서는 21.63 kg의 봉상 소재 중 14.42 kg의 철정 11매를 획득할 수 있었다. 이를 공정별 손실률로 따지만 33.33%이며 괴련철 대비 18.41%에 그치는 양이다.
결과적으로 총 78.33 kg의 제련 생성물은 4단계의 공정을 거쳐 18.41%인 14.42 kg이 회수되었다. 이는 정련, 단련 공정에서만 81.59%의 손실을 본 것을 의미한다. 자세한 공정별 손실률과 회수율은 Table 3, Figure 8과 같다.
이번 실험을 통해 제련 과정에서 슬래그가 유출되지 않았던 제련 생성물(괴련철)도 정련, 단련 공정을 거쳐 철정 제작이 가능하다는 것을 확인 하였다는 점은 소기의 성과라 할 수 있으며 제련 과정에서 슬래그 배출이 원활하게 진행되었다면 회수율은 이번 실험 결과보다 높을 것으로 예상된다. 또한 이후 공정인 성형단야를 통해 철기를 제작함으로써 정련, 단련 효과에 대한 검증도 필요한 부분이다.
3. 분석방법
3.1. 미세조직 관찰
채취한 시료를 epoxy resin으로 마운팅 한 후 sand paper #100∼4,000 및 diamond suspension 1μm를 단계별로 적용하여 연마하였다. 금속현미경(DM-4000 M, Leica, DEU)을 사용하여 시료에 따라 25∼200배율로 관찰하고 촬영(DFC-500, Leica, DEU)하였다. 공정별로 3개 이상의 시편을 채취하여 경향성을 파악하였으며 공정의 특징을 가장 잘 나타내 주는 미세조직으로 제시하였다.
3.2. C⋅S 분석
철 시료 내 경량원소인 탄소 및 유황의 함량을 알아보기 위해 탄소⋅유황 분석기(CS-230, LECO, USA)를 이용하여 정량분석을 실시하였다. 기기의 측정 범위는 탄소 4 ppm∼3.5%, 황 4 ppm∼0.4%이며 측정 최소 단위는 2 ppm이다. 시료는 3 mm이하로 파쇄하여 1 g씩 3회 분석하였으며 3회 측정한 평균값으로 함량을 제시하였다.
4. 분석결과
4.1. 슬래그
4.1.1. 미세조직
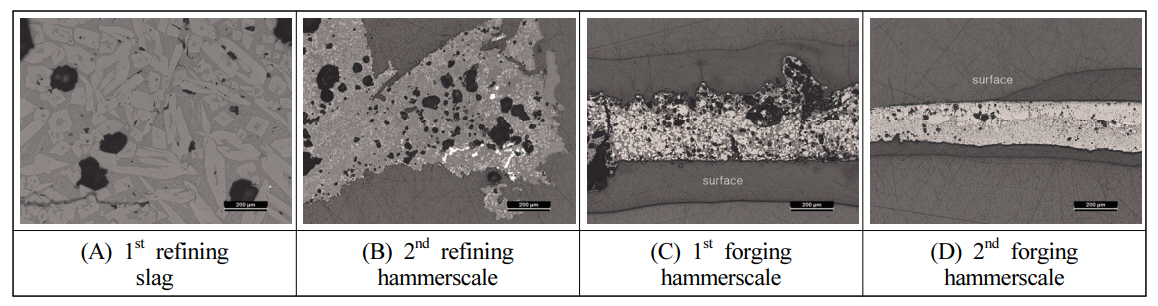
정련 및 단련과정에서 생성된 슬래그에 대해 미세조직을 관찰하였다. 공정별 복수의 시료에 대한 미세조직 관찰을 통해 전체적인 양상을 파악 한 후, 이 중에서 공정별 특징을 가장 잘 보여주는 미세조직을 제시하였다.
1차 정련과정에서 생성된 슬래그는 fayalite가 주로 관찰되는 것으로 보아 제련공정에서도 흔히 관찰되는 양상의 슬래그로 확인되었다. 제련실험에서 확인된 노 내 슬래그(국립중원문화재연구소, 2021)와 크게 다르지 않았던 것으로 보아 소분과정의 단순한 가열-소분으로 인한 미세조직의 변화는 크게 없는 것으로 확인되었다(Figure 9A).
2차 정련부터는 본격적인 단타작업이 시작되는 공정으로 단조박편이 관찰되기 시작한다. 단조박편은 철소재를 대기 중에서 단타했을 때 표면 산화물이 얇게 박리되며 떨어지는 슬래그의 일종이라 할 수 있다(Osawa, 1999). 2차 정련 단야 단조박편의 경우 철소재의 표면에 요철이 많은 상태이기 때문에 그러한 표면의 모습과 같이 부정형의 형태를 보인다. 미세조직은 1차 정련 슬래그와 비교하여 약간의 wüstite와 철입자가 추가적으로 관찰되는 양상이 확인된다(Figure 9B).
1차 단련 단조박편을 보면 철소재의 표면이 꽤 평탄해진 것을 알 수 있으며 두께도 얇아진 것을 확인할 수 있다. 미세조직의 경우 wüstite가 지배적인 양상을 보인다(Figure 9C).
2차 단련 단조박편은 거의 완벽하게 평탄해지고 상당히 얇아진 모습을 볼 수 있다. 미세조직도 대부분이 백색의 철 산화물로 이루어진 것으로 확인된다. 완벽하지는 않지만 단야 후반 공정에서 보이는 wüstite, magnetite, hematite의 3층 구조(Osawa, 1999)로 되어가는 과정이라 할 수 있다(Figure 9D).
4.1.2. 화합물
공정별 단조박편의 화합물 조성 확인 결과 화합물은 비슷하게 나타나지만 intensity에서 차이를 보이는데, 공정이 지날수록 wüstite와 magnetite는 늘어나고 fayalite는 줄어드는 양상을 확인 할 수 있다(Figure 10). 이는 미세조직의 양상과도 같은 양상으로 공정 진행에 따른 단조박편의 변화과정을 잘 보여주고 있다.
4.1.3. 희토류원소
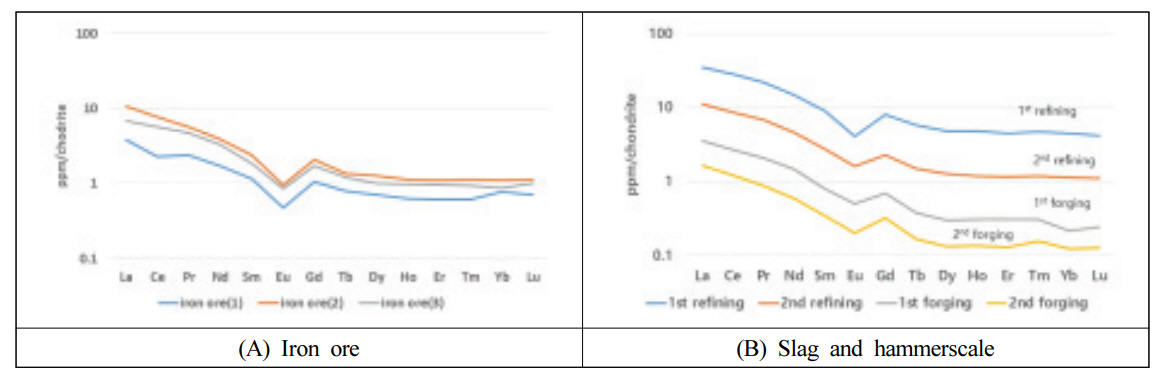
제련 원료인 철광석과 공정별 슬래그의 희토류원소 함량은 Table 4, 5와 같으며 분석값에 대하여 Taylor와 McLennan(1985)이 제시한 chondrite 초생치로 표준화 한 결과를 Figure 11에 나타내었다. 란타넘(La)부터 사마륨(Sm)까지는 음의 기울기를 보이며 감소하는 양상을 보이고 유로퓸(Eu)에서 크게 결핍되는 양상이다. 또한 가돌리늄(Gd)부터 루테튬(Lu)까지는 큰 증감 없이 완만한 패턴을 보인다.
공정별 슬래그의 희토류원소 패턴(Figure 11B)은 철광석의 희토류 원소 패턴(Figure 11A)과 유사하게 나타난 것을 통해 원료 철광석의 희토류원소 패턴이 슬래그에도 그대로 계승되는 것을 통해 연료인 목탄이나 노벽 용융에 대한 영향은 크지 않은 것으로 파악되었다. 이를 통해 슬래그의 희토류원소를 통해 원료의 계통을 구분할 수 있는 가능성을 확인하였다.
또한 공정별 슬래그의 희토류원소 패턴(Figure 11B)을 보면 모두 유사한 패턴을 보이지만 공정이 지남에 따라 일정하게 줄어드는 양상을 통해서 공정별 슬래그의 희토류원소 함량에 따른 성분적인 위계를 확인 할 수 있었다. 이는 철의 순도가 점점 높아지는 과정에서 친석원소인 희토류원소가 슬래그(또는 단조박편)로 응축되어 빠져감에 따라 희토류원소가 일정한 비율로 줄어든 것으로 해석된다. 이와 같은 결과를 통해서 단일 계통의 단야조업 내에서는 단조박편의 희토류원소 패턴에 따른 조업의 상대적인 선후관계를 파악할 수 있을 것으로 보인다.
4.1.4. 공정별 단조박편의 두께
단야조업에서 수습된 단조박편을 대상으로 공정별 100개씩 두께를 측정한 결과는 Table 6과 같으며, 공정에 따른 단조박편 두께의 경향성을 확인 할 수 있었다(Figure 12). 2차 정련 단조박편의 경우 0.30 mm부터 2 mm이상까지 다양한 두께로 확인되는 반면에 철소재의 표면이 평탄해지는 단련과정부터는 특정 두께에 집중되는 양상을 확인 할 수 있었다.
1차 단련의 경우 0.40∼0.50 mm 구간에 가장 많이 집중된 반면에 2차 단련의 경우 0.20∼0.30 mm 구간에 집중되었다는 것을 통해서 공정이 진행됨에 따라 두께가 점점 얇아지는 현상을 확인 할 수 있었다. 이와 같은 결과도 전술한 희토류원소 분석결과와 같이 단야 공정별 선후관계를 판단할 수 있는 인자가 될 수 있을 것으로 판단된다.
4.2. 철소재
4.2.1. 미세조직
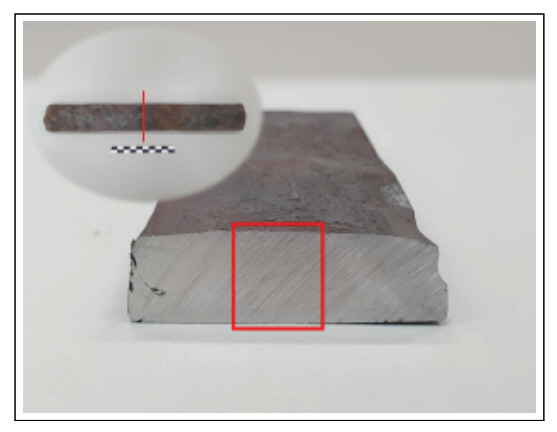
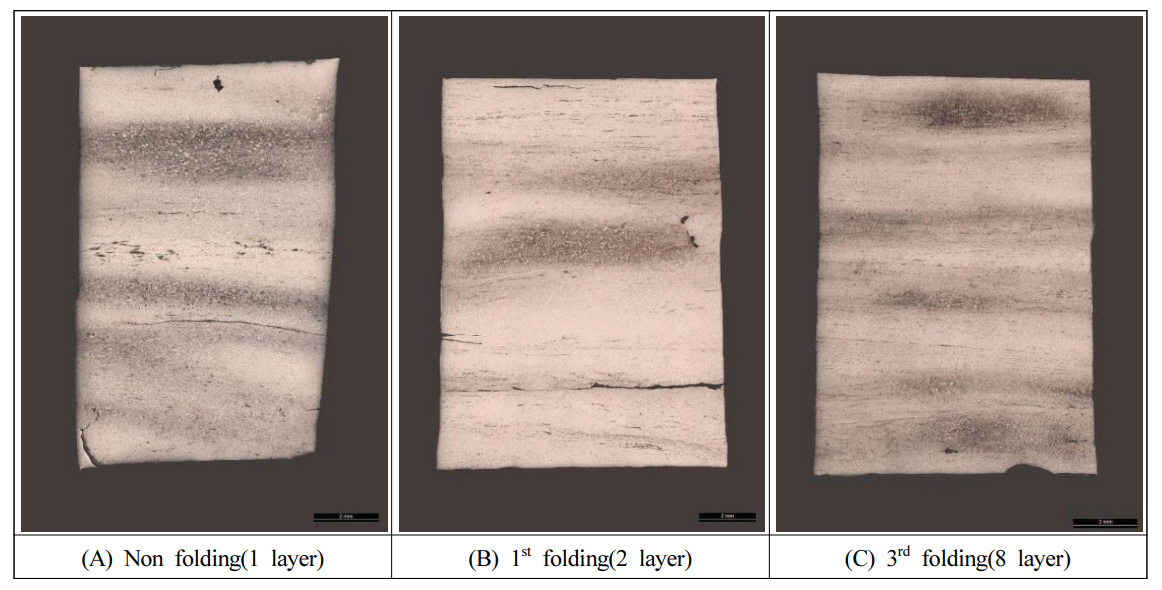
본고의 최종 결과물인 철정에 대하여 미세조직 관찰을 실시하였다. 분석 시편은 결함이 있을 수 있는 외곽보다는 가장 중심부에서 채취하였다(Figure 13). 한 소재의 겹침단조 횟수에 따른 변화 양상이 아니어서 완벽한 비교라고는 할 수 없지만 각각의 결과물인 0회(Figure 14A, 이하 철정A), 1회(Figure 14B, 이하 철정B), 3회(Figure 14C, 이하 철정C) 겹침단조를 실시한 각 철정의 미세조직에서도 겹침단조에 따른 효과는 확인이 가능했다.
철정의 미세조직을 보면 탄소함량에 따라 밝게 보이는 ferrite층과 어둡게 보이는 pearlite층이 번갈아 나타나는 것을 알 수 있다. 그런데 철정 A와 B를 비교했을 때, 이러한 layer가 오히려 철정A에서 더 많은 것을 알 수 있는데 이는 1차 단련과정에서 적층된 철괴의 개채수가 많았던 것이 많은 layer로 반영된 것이라 볼 수 있다. 철기유물의 미세조직 관찰 시에 이를 다수의 겹침단조 흔적으로 오인할 수도 있는데 적층된 소재의 개체수가 많은 것이지 물성이 개선되었다고는 볼 수 없다. 철정B도 하단에 단접불량 한 곳을 제외하면 철정A보다 비금속개재물이 미세화된 것을 확인 할 수 있다. 따라서 철기유물에 대한 미세조직 관찰에서 탄소함량 차이에 따른 layer가 많다고 해서 다수의 겹침단조 과정으로 오인해서는 안 될 것이며 비금속개재물의 연신 및 미세화 양상도 함께 파악해야 할 것으로 보인다. 반면에 3회 겹침단조 되어 이론상 8겹의 layer가 존재하는 철정C의 경우 철정A, B보다 결함이 확연하게 줄어든 것이 확인됨에 따라 겹침단조 횟수에 따른 물성개선의 효과를 확인할 수 있었다.
4.2.2. 탄소함량
2차 정련과정에서 해면철(海綿鐵, sponge iron) 양상의 저탄소 철괴는 압착이 수월했던 반면에 상당량의 철괴들이 눌리지 않고 부서지는 현상을 확인하였다. 이는Lee et al.(2018)의 실험에서 탄소함량 1% 이하의 철소재는 특별한 조치 없이도 연성이 존재해 단타가 가능한 반면에 1.5%가 넘어가는 철소재의 경우 똑같은 조건으로 단타를 실시했을 경우 연성이 부족해 소재가 부서지는 결과가 있었던 것과 동일한 현상이었다. 실험 종료 후 공정별 채취된 시료에 대해 탄소함량을 확인해 본 결과, 정련단계 철소재의 탄소함량 분포가 상당히 다양했던 것을 확인 할 수 있다(Table 7, Figure 15). 이는 제련 과정에서 다양했던 철소재의 탄소함량이 유지된 것으로 볼 수 있다.
정련 과정에서 철소재의 탄소함량이 높다고 판단됨에 따라 작업자의 재량으로 다음과 같은 조치를 취하였다. ⅰ) 철괴를 파쇄함으로써 표면적을 넓혀 탈탄 범위를 증가시킴, ⅱ) 가열 막바지에 목탄을 걷어내고 송풍을 실시하여 철괴 내 탄소가 산소와 반응 할 수 있도록 유도(2C + O2 → 2CO), ⅲ) 단야로에서 철소재를 꺼낸 후 약간 온도를 낮춘 뒤에 단타하여 철괴가 과도하게 부서지지 않도록 유도, ⅳ) 망치질 강도 조절 등과 같은 방법이 사용된 결과, 조업이 원만하게 진행되었던 것을 확인하였다. 실험 후 분석결과에서도 소재의 탄소함량이 상당히 낮아지고 함량 분포도 상당히 좁아진 것을 확인할 수 있었다(Table 7, Figure 15). 따라서 특별한 탈탄공정이 아닌 작업 과정에서의 간단한 조정을 통해 탄소함량을 낮출 수 있다는 것을 확인하였다.
4.3. 원료 광석 – 조업 생성물간의 성분적 유사성
제철조업에서 생성된 철소재의 경우 철을 제외한 대다수 원소가 결핍되어 있는 반면, 슬래그의 경우 철을 제외한 대다수 원소가 부화된 양상을 보인다. 불호정성 원소 La-Ce은 상호 화학적 성질이 유사하여 고온의 제철조업 과정에서 생성물간 일정한 분화패턴을 보이며 철소재와 슬래그 사이에서 원소의 분별이 일어나게 된다. 따라서 원료 철광석과 제철 생성물간의 La-Ce 비율이 일련의 선형배열을 나타낸다면 동일한 원료 철광석을 사용한 조업의 생성물로 추정이 가능하다(JNRICH, 2020).
본고의 실험 생성물의 경우도 La과 Ce의 비율을 비교해본 결과 철광석과 생성물 간의 선형패턴을 확인 할 수 있었다. 1차 정련 슬래그의 경우 철광석보다 많은 함량을 보였으며 이후 2차 정련, 1차 단련 슬래그는 철광석과 유사한 함량을 보이다가 2차 단련 슬래그부터 철광석보다 낮아지는 양상을 보인다. 반면 철소재의 경우 슬래그와는 확연한 위계를 보이지만 공정에 따른 선후관계는 확인할 수 없었다(Figure 16).
5. 결론 및 향후과제
5.1. 결론
제련조업에서 생성된 괴련철을 대상으로 단야작업을 통해 반제품인 철정까지 제작한 복원 실험을 진행하였으며 공정별 생성물에 대한 분석을 진행하였다. 이를 통해 규격화된 철정 제작 시스템에 대하여 어느 정도 이해할 수 있었으며 다음과 같은 결론을 얻을 수 있었다.
5.1.1. 단야공정의 세분화
실험 과정에서 생성되는 철소재인 소철괴, 판상철괴, 봉상철괴, 철정과 같이 단계별 생성물을 기준으로 소분, 압착, 단접, 겹침단조의 네 가지 공정을 확인하였다. 세분화 된 공정의 효과적인 측면에서는 위 공정이 정련-단련 과정에 해당함을 확인하였으며, 작업의 연속성이라는 측면과 공정별 생성물의 분석결과를 통해 압착 공정과 단접 공정 사이를 변곡점으로 보고 다음과 같이 단야공정을 분류하였다.
정련 공정은 대형의 철괴를 파쇄하는 ‘소분 공정’과 소분된 철괴를 눌러 불순물을 제거하는 ‘압착 공정’으로 분류하였으며, 단련 공정은 압착한 철괴를 적층하여 원하는 크기로 만드는 ‘단접 공정’과 철기의 물성을 개선하는 ‘겹침단조 공정’으로 분류할 수 있었다.
본고는 실험적인 방식을 통해 해당 공정을 특정 지을 수 있는 ‘지표 생성물’이라는 기준을 각 공정마다 확인할 수 있었다. 기존의 공정분류에 지표 생성물이라는 기준을 포함해서 Table 8과 같이 단야 공정을 제시하였다. 이는 명확하게 파악하기 어려운 제철유적의 상황을 복원 실험으로 생성물을 재현해보면서 단야기술 체계를 역으로 해석 할 수 있었던 좋은 사례로 볼 수 있다.
5.1.2. 공정별 단조박편의 특징
실험을 통해 확보된 단조박편의 두께 측정, 미세조직 관찰, 화합물, 희토류원소 분석을 통해서 공정 진행에 따른 위계를 파악 할 수 있었다. 절대적인 인자는 아니지만 동일 유적 내 복수의 단야유구에 한정하여 상대적인 선후 관계를 파악하기에는 충분한 인자들로 판단된다. 간단하게는 두께측정, 나아가 미세조직 관찰과 희토류원소 분석까지 교차검증이 된다면 그 신뢰도는 더욱 높아질 것으로 보인다. 이와 같은 사례가 적용된다면 단야로의 세분화, 작업동선 파악 등과 같이 기존보다 더욱 구체적인 기술체계 추정이 가능할 것으로 기대된다.
또한 철광석의 희토류원소 패턴이 단조박편에도 계승되는 것으로 확인됨에 따라 앞으로 추가적인 연구를 통해서 단조박편의 희토류원소 패턴을 통한 원료 철광석의 계통을 역으로 추적하고 분류할 수 있는 가능성도 있을 것으로 보인다.
5.1.3. 공정별 철소재의 특징
철소재의 경우 희토류원소가 결핍되는 양상을 보이기 때문에 그나마 검출되는 경희토류 원소인 La와 Ce에 한정하여 일련의 선형배열을 확인 할 수 있었지만 단야 공정 진행에 따른 선후관계를 확인 할 수는 없었다.
본고의 실험에서 초기 철소재의 탄소함량이 다소 높았었는데 별도 탈탄공정의 추가 없이 간단한 기술적 조정을 통해서 탈탄이 가능했음을 확인하였다. 이를 통해 단련공정에서 정련공정과 구분되는 성분의 개선 및 균일화 현상을 확인 할 수 있었다.
겹침단조가 진행됨에 따라 단접불량 개선, 비금속개재물의 미세화 등과 같은 결함의 감소가 확인되었다. 다만 겹침단조와 관계없는 layer를 확인 할 수 있는데 이는 적층과정에서 철괴의 개채수가 많아지면 탄소함량에 따른 layer가 많아지는 경우도 있으므로 철기유물의 미세조직 관찰 시에 이러한 layer만으로 물성개선 정도를 판단해서는 안 되며 비금속개재물의 연신 및 미세화 양상도 함께 확인해야 할 것으로 보인다.
5.2. 한계점 및 향후과제
5.2.1. 다른 제련 생성물에 대한 추가 실험
본고의 실험은 제련과정에서 슬래그가 유출되지 않았던 조업의 괴련철을 재료로 사용했다. 추가적으로 슬래그가 유출된 제련조업 괴련철에 대한 단야실험을 통해 회수율을 비교해 본다면 슬래그 유출 여부에 따른 단야공정의 효과를 면밀히 파악할 수 있을 것으로 보인다.
5.2.2. 성형공정에 대한 추가 실험
제작된 철정을 대상으로 철기를 제작해 본다면 철정 하나의 규격이 의미하는 바도 추정할 수 있을 것으로 기대되며 철기의 형태에 따라 요구되는 단련의 정도를 확인해 볼 수 있을 것으로 보인다.
5.2.3. 연마, 열처리 작업 확인
철기유물의 경우 기능성 확보를 위해 열처리 된 사례가 많은데 연마 및 열처리 작업에 대한 실험적인 연구를 통해 철기유물의 해석 방향을 다양하게 할 수 있을 것으로 기대된다.
5.2.4. 조재제의 첨가 및 원료의 변화
본고의 제련실험은 조재제가 첨가되지 않은 실험으로 철광석의 희토류원소 패턴이 슬래그에서도 유지되었다는 것을 통해 목탄이나 노벽의 성분이 크게 영향을 미치지 않았던 것으로 확인되었으나 추가적으로 조재제 첨가에 따른 슬래그의 회토류원소 패턴의 변화가능성도 확인해야 할 것으로 보인다.
또한 동일 원료 내에서 La, Ce의 선형배열 패턴을 확인하였으나 다른 산지 철광석을 사용한 실험으로도 추가적인 검증이 필요할 것으로 보이며, 앞으로 이와 같은 방식으로 데이터를 늘려 제철 원료의 계통을 분류할 수 있는 가능성에 대해 검토할 예정이다.