

1. žĄú Ž°†
ž≤†žĚÄ Ž¨łŽ™Öžā¨ŪöĆŽ•ľ Žįúž†ĄžčúŪā§ŽäĒ ž§ĎžöĒŪēú žöĒžÜĆŽ°ú ŪēúŽįėŽŹĄ Í≥†ŽĆÄÍĶ≠ÍįÄžĚė ŪėēžĄĪÍ≥ľ Žįúž†Ąžóź ŪĀį žėĀŪĖ•žĚĄ ž£ľžóąŽč§. ž≤†žĚė žÉĚžāį Žä•Ž†•Í≥ľ Íłįžą†žĚė Ž≥ÄŪôĒŽ•ľ ŪÜĶŪēī ŽÜćžóÖ, žÉĀžóÖ ŽďĪžĚė Í≥†ŽĆÄžā¨ŪöĆÍįÄ Žįúž†ĄŪē† žąė žěąžóąŽč§. ŽĒįŽĚľžĄú ž†úž≤†Íłįžą†žĚÄ ŪēúŽįėŽŹĄžĚė Í≥†ŽĆÄÍĶ≠ÍįÄ ÍłįžõźÍ≥ľ ž†ĄÍįúÍ≥ľž†ēžóź žėĀŪĖ•žĚĄ ŽĮłžĻú ž§ĎžöĒŪēú žöĒžĚł ž§ĎžĚė ŪēėŽāėžėÄŽč§(Do et al., 2015). ŪēúŽįėŽŹĄžĚė Í≥†ŽĆÄÍĶ≠ÍįÄ ž†úž≤†Íłįžą†žĚÄ ŪĀ¨Í≤Ć Žč®ž°įŽ≤ē(žßĀž†Ďž†úŽ†®Ž≤ē)Í≥ľ ž£ľž°įŽ≤ē(ÍįĄž†Ďž†úŽ†®Ž≤ē) ŽĎź ÍįÄžßÄŽ°ú ŽāėŽąĆ žąė žěąŽč§. Žč®ž°įŽ≤ēžĚÄ žõźŽ£ĆŽ•ľ ž†úŽ†®Ž°úžóźžĄú ž†úŽ†®Ūēėžó¨ ÍīīŽ†®ž≤†žĚĄ žÉĚžāįŪēėÍ≥†, ž†ēŽ†® ŽįŹ Žč®ž°įŪēėžó¨ ž≤†ž†ú žú†Ž¨ľžĚĄ ž†úžěĎŪēėŽäĒ Žį©Ž≤ēžĚīŽč§. ž£ľž°įŽ≤ēžĚÄ žõźŽ£ĆŽ•ľ ž†úŽ†®Ž°úžóź ŽĄ£žĖī ž†ēŽ†®Ūēėžó¨ žá≥Ž¨ľŽ°ú ŽÖĻžó¨ žö©Ž≤Ēžóź ŽĄ£žĖī ÍĶ≥Ū칎äĒ Žį©Ž≤ēžĚīŽč§(Kwon, 2000). ž£ľž°įŽ≤ēžĚė Í≤Ĺžöį žě•žąė ŽĆÄž†ĀÍ≥® žú†ž†Ā ŽďĪ ŽįúÍ≤¨ žā¨Ž°ÄÍįÄ žěąžóąžßÄŽßĆ, Ž™ÖŪôēŪěą žú†ž∂ĒŪē† žąė žěąŽäĒ žěźŽ£ĆÍįÄ Ž∂Äž°ĪŪēī Í∑ł žõźŪėēžĚĄ žįĺÍłįžóź žĖīŽ†§žõÄžĚī žěąŽč§.
Í∑łŽü¨Žāė ŪėĄžě¨ Žā®žēĄžěąŽäĒ ŽĆÄŪėē ž≤†Ž∂ąžĚĄ ŪÜĶŪēī ŽāėŽßźžó¨žīą(Ô§Ź śúęÔ¶ąŚąĚ)žóź žĄ†ž≤†žĚĄ žÉĚžāįŪēėŽäĒ žąėž§Ä ŽÜížĚÄ ž£ľž°įÍłįžą†žĚĄ ÍįÄžßÄÍ≥† žěąžóąŽč§ŽäĒ Í≤ɞ̥ žēĆ žąė žěąŽč§. ž£ľŽ¨ľ ž§Ď ž£ľŪėēžóź žĚėŪēú Ž∂ĄŽ•ėŽ°ú žāīŪéīŽ≥īŽ©ī ŽįÄŽěćž£ľž°įŽ≤ēÍ≥ľ Ž∂ĄŪē†ž£ľž°įŽ≤ēžúľŽ°ú ÍĶ¨Ž∂ĄŽźúŽč§. ŽįÄŽěćž£ľž°įŽ≤ēžĚÄ Ž∂ąžÉĀžĚė ŪėēŪÉúŽ•ľ Ūēú ŽįÄŽěćžĚĄ ŽÖĻžĚł ŪõĄ Í≥ĶÍįĄžóź žá≥Ž¨ľžĚĄ Ž∂ÄžĖī ž£ľž°įŪēėŽäĒ Žį©Ž≤ēžĚīŽč§. Ž∂ĄŪē†ž£ľž°įŽ≤ēžĚÄ žßĄŪĚôÍ≥ľ Ž™®ŽěėŽ•ľ žĚīžö©Ūēėžó¨ ŽßĆŽď† ž£ľŪėēžĚĄ žó¨Žü¨ ž°įÍįĀžúľŽ°ú Ž∂ĄŪôúŪēú ŪõĄ žÜĆŽŹĄÍĶ¨Ž•ľ žĚīžö©Ūēėžó¨ žĚľž†ēŪēú ŽĎźÍĽėŽßĆŪĀľ ž£ľŪėē ŽāīŽ∂ÄŽ•ľ ÍĻéžēĄŽāłŽč§. ÍĻéžēĄŽāł ž£ľŪėē žēąžóź žĹĒžĖīŽ•ľ ŽĄ£žĖī žĪĄŪĒĆŽ¶Ņ(ŪėēžßÄ‚čÖŚěčśĆĀ)Ž°ú Í≥†ž†ēžčúŪā® ŪõĄ ž£ľŪėēÍ≥ľ ž£ľŪėēžĚī ŽßĆŽāėŽäĒ Ž∂ÄŽ∂Ąžóź žßĄŪĚôžĚĄ ž†Ďžį©žčúžľú žá≥Ž¨ľžĚī ŪĚėŽü¨Žāėžė§žßÄ žē䎏ĄŽ°Ě ŪēúŽč§. ž£ľŪėēÍ≥ľ žĹĒžĖīŽ•ľ Ž∂ąŽ°ú ÍįÄžóīžčúŪā® ŪõĄ žá≥Ž¨ľžĚĄ ž£ľžěÖÍĶ¨žóź Ž∂ÄžĖī žá≥Ž¨ľžĚī žčĚžĖī ÍĶ≥žúľŽ©ī ž£ľŪėēžĚĄ Ž∂ĄŽ¶¨ŪēėŽäĒ Žį©Ž≤ēžĚīŽč§(Sato and Nakamura, 1980; Choi, 1995).
ŪėĄžě¨ žöįŽ¶¨ŽāėŽĚľžóź Žā®žēĄžěąŽäĒ ž≤†Ž∂ąžĚė žąėžóź ŽĻĄŪēī ž≤†Ž∂ą ž†úžěĎžóź ÍīÄŪēú Ž¨łŪóƞ쟎£ĆŽäĒ ÍĪįžĚė Žā®žēĄžěąžßÄ žēäžúľŽāė žú†ž†ĀžĚÄ ŽŹôŪēī žßÄÍįÄŽŹô ž≤†Ž∂ą ž∂Ēž†ē žú†ÍĶ¨ÍįÄ Žā®žēĄžěąŽč§. žßÄÍłąÍĻĆžßÄ ž≤†Ž∂ąžóź ŽĆÄŪēú ž°įŪėēžĄĪÍ≥ľ ŽĮłžą†žā¨ž†Ā žł°Ž©īžóź ÍīÄŪēú žóįÍĶ¨ŽßĆ žßĄŪĖČŽźėÍ≥† žěąžóąžĚĄ ŽŅź ž≤†Ž∂ą ž†úžěĎžóź ŪēĄžöĒŪēú ž£ľž°įÍłįžą† ŽįŹ ž†úžěĎÍłįŽ≤ēžóź ŽĆÄŪēú žóįÍĶ¨ÍįÄ ŽĮłžßĄŪēú žÉĀŪÉúžĚīŽč§. ŪäĻŪěą, ž≤†Ž∂ąžĚė ÍĶ¨ž°įžôÄ žĖĎžč̞̥ Ží∑ŽįõžĻ®Ūēīž£ľŽäĒ ž£ľž°įÍłįžą†Í≥ľ ž†úžěĎÍłįŽ≤ēžóź ŽĆÄŪēú Í≥ľŪēôÍłįžą†ž†Ā žóįÍĶ¨ÍįÄ ŪēĄžöĒŪēú žč§ž†ēžĚīŽč§.
„Äéž≤úÍ≥ĶÍįúŽ¨ľ(Ś§©Ś∑•ťĖčÁČ©)„ÄŹÍ≥ľ „Äéžė§ž£ľžĄúžĘÖŽįēŽ¨ľÍ≥†Ž≥Ä(šļĒśī≤śõłÁ®ģ ŚćöÁČ©ŤÄÉŤĺ®)„ÄŹžóź ÍłįŽ°ĚŽźú ž†úŽ†® ŽįŹ ž£ľž°įÍ≥Ķž†ēÍ≥ľ ž£ľž°įžö© ž≤†žóź ÍīÄŪēú žěźŽ£ĆŽ•ľ žóįÍĶ¨Ūēėžó¨ ž†ĄŪÜĶ ž£ľž°įÍłįžą†Í≥ľ ž≤†Ž∂ą ž†úžěĎÍłįŽ≤ē žóįÍĶ¨žóź žįłÍ≥†ŪēėžėÄŽč§(Sung, 1997; Lee, 2008). „Äéž≤úÍ≥ĶÍįúŽ¨ľ(Ś§©Ś∑•ťĖč ÁČ©)„ÄŹžóź Íłįžą†Žźú ž†úŽ†® ŽįŹ ž£ľž°įÍ≥Ķž†ēžóź ÍīÄŪēú Žāīžö©žĚÄ Žč§žĚĆÍ≥ľ ÍįôŽč§.
‚ÄúŽÖł ŪēėŽāėžóź ž≤†ÍīĎžĄĚ 2ž≤úžó¨ Í∑ľžĚĄ žě•žěÖŪē† žąė žěąžúľŽ©į, žóįŽ£ĆŽäĒ Žč®Žč®Ūēú ŽāėŽ¨ī žě•žěĎžĚīŽāė žĄĚŪÉĄžĚīŽāė žąĮžĚĄ žā¨žö©ŪēėŽ©į, Žā®Žį©žĚīŽāė Ž∂ĀŽį©žĚīŽāė Žč§ ÍįĀÍįĀ ÍĶ¨ŪēėÍłį žČ¨žöī žĘčžĚÄ žóįŽ£ĆŽ•ľ žā¨žö©ŪēúŽč§. žÜ°Ūíćžö© ŪíÄŽ¨īŽäĒ ŽįėŽďúžčú 4žĚłžĚīŽāė 6žĚłžĚī Ūē®ÍĽė ŪíÄŽ¨īžßąžĚÄ ŪēúŽč§. ÍīĎžĄĚžĚī ŽÖĻžēĄ žá≥Ž¨ľžĚī ŽźėŽ©ī ŽÖłŽ≤Ĺ ž§ĎÍįĄžĚė ÍĶ¨Ž©ćžĚĄ ŪÜĶŪēīžĄú ŪĚėŽü¨Žāėžė§Ž©į, žĚī ÍĶ¨Ž©ćžĚÄ ŽĮłŽ¶¨ žßĄŪĚôžúľŽ°ú ŽßČžēĄŽĎĒŽč§. Žāģ 12žčúÍįĄ ŽŹôžēąžóź ŽĎź žčúÍįĄŽßąŽč§ žá†Ž•ľ ŽÖĻžó¨ ž∂úŪÉēžčúŪā¨ žąė žěąžúľŽ©į, ž∂úŪÉēžčúŪā® ŪõĄ Í≥ß žßĄŪĚôŽć©žĚīŽ°ú ÍĶ¨Ž©ćžĚĄ ŽßČÍ≥† žÜ°ŪíćŪēėžó¨ Žč§žčú ŽÖĻžĚłŽč§. ž£ľž°įžö© žÉĚž≤†žĚÄ žá≥Ž¨ľžĚĄ ŽßČŽĆÄŽ™®žĖĎžĚīÍĪįŽāė ŽĎ•Í∑ľ ÍĪįŪĎłžßĎžóź ž£ľžěÖŪēúŽč§.‚ÄĚ(Sung, 1997).
„Äéžė§ž£ľžĄúžĘÖŽįēŽ¨ľÍ≥†Ž≥Ä(šļĒśī≤śõłÁ®ģŚćöÁČ©ŤÄÉŤĺ®)„ÄŹžóźžĄúŽäĒ ‚Äúžá†žóźŽäĒ Ž™á ÍįÄžßÄÍįÄ žěąŽč§. žÉĚž≤†žĚÄ Í≥ß žąėž≤†žĚīŽč§. žÉĚž≤†žĚÄ žá†ŽŹĆ(ž≤†ÍīĎžĄĚ)žĚĄ ž≤ėžĚĆžúľŽ°ú Ž∂ąŽ¶¨žĖī Žß•žĄĚžĚĄ žóÜžē†Í≥† Í∑łŽ¶á ÍĪįŪĎłžßĎžóź Ž∂ÄžĖī ž£ľž°įŪēėŽäĒ Žćį žďįžĚłŽč§. Žėź žąôž≤†žĚÄ Í≥ß žóįž≤†žĚīŽč§ žá†žĚė žÉĚžĚīŽěÄ Í≤ÉžĚÄ žēĄžßĀ Ž∂ąžóź ÍĶĹžßÄ žēäžĚÄ Í≤ɞ̥ žÉĚžĚīŽĚľ ŪēėŽ©į, ÍĶ¨žöįŽ©ī Í≥ß žąôž≤†žĚī ŽźėŽ©į žÜ掟ú ŽßźŽ°ú žčúžöįžá†ŽĚľ ŪēúŽč§.‚ÄĚ(Lee, 2008)
ŽĚľÍ≥† Íłįžą†ŪēėÍ≥† žěąŽč§.
Ž¨łŪóĆ žěźŽ£ĆŽ•ľ ŪÜĶŪēī žÉĚž≤†Í≥ľ žąôž≤†žĚī žěąžúľŽ©į ž£ľž°įžö© ž≤†žĚī žÉĚž≤†žĚīŽĚľŽäĒ Í≤ɞ̥ žēĆ žąė žěąŽč§. ž†úŽ†®Ž°úžóź žĄĚŪÉĄÍ≥ľ žąĮžĚĄ žóįŽ£ĆŽ°ú Ūēėžó¨ ŪíÄŽ¨īžßąŽ°ú ž†úžěĎŽźú žÉĚž≤†žĚĄ ÍĪįŪĎłžßĎžóź ž£ľžěÖŪēúŽč§ŽäĒ Žāīžö©žĚĄ ŪÜĶŪēī ž†úŽ†® ŽįŹ ž£ľž°įÍ≥Ķž†ēžĚĄ ŪôēžĚłŪē† žąė žěąŽč§. ŪēėžßÄŽßĆ ž≤úÍ≥ĶÍįúŽ¨ľ(17C)Í≥ľ žė§ž£ľžĄúžĘÖŽįēŽ¨ľÍ≥†Ž≥Ä(19C)žĚÄ ŪõĄŽĆÄžĚė žěźŽ£ĆžĚīÍłį ŽēĆŽ¨łžóź ŽŹô žčúÍłįžĚė ž£ľž°įÍłįžą†žóź ŽĆÄŪēú žóįÍĶ¨žóź Ž∂Äž°ĪŪēú ž†źžĚī žěąŽč§.
žĚīžóź ŽĒįŽĚľ Ž≥ł žóįÍĶ¨žóźžĄúŽäĒ ž∂ėž≤úŽįēŽ¨ľÍīÄ žÜĆžě•ž§ĎžĚł ž≤†ž°įžĄĚÍįÄŽ∂ąžĘĆžÉĀ(Ž≥łÍīÄ 1971)žĚĄ ŽĆÄžÉĀžúľŽ°ú 1/2 ŪĀ¨ÍłįžĚė ž∂ēžÜĆŽ™®Ūėē žě¨ŪėĄžč§ŪóėžĚĄ žč§žčúŪēėžėÄŽč§. ž≤†ž°įžĄĚÍįÄŽ∂ąžĘĆžÉĀ(Ž≥łÍīÄ 1971)žĚÄ Ž∂ĄŪē†Žźú žôłŪčÄÍ≥ľ ŽāīŪčÄ žā¨žĚīžóź žá≥Ž¨ľžĚĄ Ž∂ÄžĖī ž†úžěĎŪēėŽäĒ Ž∂ĄŪē†ž£ľž°įŽ≤ēžúľŽ°ú ŽßƎ吏ĖīžßĄ ÍłąžÜćžú†Ž¨ľŽ°ú Í≥†ŽĆÄ ŪēúŽįėŽŹĄžóź ž§Ď‚čÖŽĆÄŪėē ž≤† ž£ľŽ¨ľžĚė žĖĎÍ≥ľ žēēŽ†• ŽďĪžĚĄ ž°įž†ąŪēėŽäĒ Íłįžą†žĚī žěąžóąŽč§ŽäĒ Í≤ɞ̥ Ž≥īžó¨ž§ÄŽč§. ŽĒįŽĚľžĄú ÍĪįŪĎłžßĎ ž†úžěĎ ŽįŹ žě¨ŪėĄžč§ŪóėžĚĄ žč§žčúŪēėžó¨ ž≤†Ž∂ą ž†úžěĎžõźŽ¶¨Ž•ľ Í∑úŽ™ÖŪēėÍ≥†žěź ŪēúŽč§. ŽėźŪēú Ž≥ł žóįÍĶ¨Ž•ľ ŪÜĶŪēī ž≤†Ž∂ąžĚė ž£ľž°įÍłįžą†Í≥ľ ž†úžěĎÍłįŽ≤ē žóįÍĶ¨Ž•ľ žúĄŪēú ÍłįžīąžěźŽ£ĆŽ•ľ ž∂ēž†ĀŪēėÍ≥†, ž∂ēž†ĀŪēú žěźŽ£ĆŽ•ľ ŽįĒŪÉēžúľŽ°ú ŪĖ•ŪõĄ ž≤†ž°įžĄĚÍįÄŽ∂ąžĘĆžÉĀ(Ž≥łÍīÄ 1971)žõźŪėēžĚĄ ž†úžěĎŪēėÍ≥†žěź ŪēúŽč§.
2. žč§Ūóė ŽĆÄžÉĀ ŽįŹ žĄ†ž†ē Íłįž§Ä
2.1. ž≤†ž°įžĄĚÍįÄŽ∂ąžĘĆžÉĀ(Ž≥łÍīÄ 1971)
ÍĶ≠Ž¶Ĺž∂ėž≤úŽįēŽ¨ľÍīÄ žÜĆžě• ž≤†ž°įžĄĚÍįÄŽ∂ąžĘĆžÉĀ(Ž≥łÍīÄ 1971)žĚÄ žā¨ÍįĀŪėēžĚė žĖľÍĶīÍ≥ľ žÉĀž≤īŽ•ľ Ž∂ÄÍįĀžčúŪā§ŽäĒ ŽĄďžĚÄ žĖīÍĻ®Ž•ľ ÍįÄžßÄÍ≥† žěąžúľŽ©į, Ū鳎讞öįÍ≤¨(ŚĀŹŤĘ팏≥Ťā©)žĚĄ žį©žö©ŪēėÍ≥† žěąŽč§. žĄ¨žĄłŪēėÍ≤Ć ŪĎúŪėĄŽźú ŽāėŽįúžĚĄ ŽĻĄŽ°ĮŪēėžó¨ Íłī ŽąąžćĻžóźžĄú žěĎžĚÄ žĹĒŽ°ú žĚīžĖīžßÄŽäĒ žĖľÍĶī žú§Í≥ĹžĄ†, žěĎžĚÄ žĹĒ, žěĎžĚÄ žěÖ ŽďĪžĚĄ žßÄŽčąÍ≥† žěąŽč§. Ū鳎讞öį Í≤¨žĚė žį©žö© Žį©Ž≤ēžóź ŽĒįŽĚľ ž≤†ž°įžĄĚÍįÄŽ∂ąžĘĆžÉĀžĚÄ žôľž™Ĺ žĖīÍĻ®Ž•ľ žĖážĚÄ Ž≤ēžĚėŽ°ú ÍįÄŽ†łžúľŽ©į, žė§Ž•łž™Ĺ žĖīÍĻ®Ž•ľ ŽďúŽü¨ŽÉąŽč§. žė§Ž•łŪĆĒžĚÄ žė§Ž•łž™Ĺ Žč§Ž¶¨ žúĄžóź žė¨Ž†§ŽÜďžēėžúľŽ©į, žôľŪĆĒžĚÄ žÜźŽįĒŽč•žĚĄ žúĄŽ°ú ŪĖ•ŪēėŽŹĄŽ°Ě Ūēú žĪĄ Žč§Ž¶¨ žúĄžóź ÍĪłž≥ź ŽÜďžēėŽč§. ŽĎź žÜź Ž™®ŽĎź žÜźÍįÄŽĚĹžĚī Í≤įžč§ŽźėžĖī žÜźÍįÄŽĚĹžĚī ž°īžě¨ŪēėžßÄ žēäŽäĒŽč§. Ž≤ēžĚė ŽėźŪēú Žč§Ž¶¨ žēĄŽěėŽ°ú Ūéľž≥źž†ł žěąŽäĒ Ž∂ÄžĪĄÍľī Ž™®žĖĎ Ž∂ÄŽ∂ĄžóźžĄú žĚľŽ∂Ä Í≤įžč§ ŽźėžĖī žěąŽč§. ž≤†Ž∂ąžĚė ŪĎúŽ©īžóźŽäĒ Žč§žĖĎŪēú ž£ľž°įÍ≤įŪē®žĚī ž°īžě¨ŪēúŽč§. ŽāėŽįú Ž∂ÄŽ∂ĄžóźŽäĒ ÍĶ¨Ž©ć ŪėēŪÉúžĚė ŪĎúŽ©ī ŽėźŽäĒ ŪĒľŪēėÍłįÍ≥ĶžĚī žěąžúľŽ©į, ÍįÄžäīÍ≥ľ ŽďĪ, Ž¨īŽ¶é Ž∂ÄŽ∂ĄžóźŽäĒ ž£ľŽ¨ľžĚī žôĄž†ĄŪěą žēą žĪĄžõĆžßÄÍ≥† žĚĎÍ≥†Ūēú ŪėēŪÉúžĚł žú†ŽŹôŽ∂ąŽüČžĚī žěąŽč§. žĖĎž™Ĺ žĖīÍĻ®žôÄ ž†ēžąėŽ¶¨ Ž∂ÄŽ∂ĄžóźŽäĒ žĚľŽįė ž£ľŽ¨ľÍ≤įŪē®Í≥ľŽäĒ Žč§Ž•ł Í≤įŪē®žĚī ÍīÄžįįŽźúŽč§. žĖĎž™Ĺ žĖīÍĻ®žóźŽäĒ ž£ľŽ¨ľ ž£ľžěÖ ŪõĄ ŪĚĒž†ĀžĚĄ ž†úÍĪįŪēėŽ©īžĄú ŽįúžÉĚŪēėŽäĒ ŪĆĆŽ©īÍ≤įŪē®žĚī ž°īžě¨ŪēėŽ©į ž†ēžąėŽ¶¨ Ž∂ÄŽ∂ĄžóźŽäĒ Ž∂ąŽĎź žĚľŽ∂ÄÍįÄ ŪĆƞܟŽźėžĖī ŪĎúŽ©īžĚī Í≤įžč§Žźú Í≤įŪē®žĚī ž°īžě¨ŪēúŽč§. žĚīŽü¨Ūēú ŪĚĒž†ĀžĚĄ ŪÜĶŪēī ž†ēžąėŽ¶¨ Ž∂ÄŽ∂ĄžĚÄ ž£ľžěÖÍĶ¨ÍįÄ žúĄžĻėŪĖąžúľŽ©į žēôž™Ĺ žĖīÍĻ®žóźŽäĒ ŽįįÍłįÍĶ¨ÍįÄ ž°īžě¨Ūēú Í≤ÉžúľŽ°ú ž∂Ēž†ēŽźúŽč§(Chuncheon National Museum, 2020)(Figure 1).
2.2. žĄ†ž†ē Íłįž§Ä
ž≤†Ž∂ą žě¨ŪėĄžč§ŪóėžĚĄ žúĄŪēīžĄúŽäĒ ž£ľŪėēÍ≥ľ žĹĒžĖī ž†úžěĎžóź ŪēĄžöĒŪēú žõźŪėēžĚė ŪėēŪÉúŪēôž†Ā žěźŽ£ĆÍįÄ ž°īžě¨Ūēīžēľ ŪēúŽč§. Íłįž°īžóź žõźŪėēžĚė ÍįÄŽ°ú, ŽÜížĚī, Ž¨īÍ≤Ć ŽďĪžĚė žěźŽ£ĆŽßĆ Žā®žēĄžěąžĖī ÍĶ¨ž≤īž†ĀžĚł žõźŪėēžĚė ŪėēžÉĀ ž†ēŽ≥īŽ•ľ žĖĽÍłį ŪěėŽď† ž†źžĚī žěąŽč§. ŪēėžßÄŽßĆ ŪėĄžě¨ 3žį®žõź žä§žļźŽč̞̥ žĚīžö©Ūēú Ž¨łŪôĒžú†žāįžĚė ŽĒĒžßÄŪĄł ÍłįŽ°ĚŪôĒ žěĎžóÖžĚī žßĄŪĖČŽźėÍ≥† žěąžĖī žąėžĻė ŽćįžĚīŪĄįŽ•ľ ÍłįŽįėžúľŽ°ú Ūēú Žč§ÍįĀž†Ā ŪėēžÉĀ Ž∂ĄžĄĚ ŽįŹ 3žį®žõź ŽŹĄŽ©īŪôĒ žěĎžóÖ, 3D ŪĒĄŽ¶įŪĆÖ ŽďĪ ŪėēŪÉúŪēôž†Ā žěźŽ£ĆŽ•ľ žČĹÍ≤Ć ž†ĎŪēėÍ≥† Ūôúžö©Ūē† žąė žěąŽč§. 2020ŽÖĄ ÍĶ≠Ž¶Ĺž∂ėž≤úŽįēŽ¨ľÍīĞ󟞥ú ÍįēžõźžßÄžó≠žĚė ž≤†Ž∂ąžĚĄ ŽĆÄžÉĀžúľŽ°ú 3D ž†ēŽįÄ žä§žļĒ, Ž∂ąžÉĀžĚė ÍĶ¨ž°įžôÄ ž£ľž°įÍ≤įŪē®žĚė ž°įžā¨, 3žį®žõź ŽĒĒžßÄŪĄł Íłįžą† ŽďĪžĚĄ Ūôúžö©Ūēú ž°įžā¨ ŽįŹ žóįÍĶ¨Ž•ľ žßĄŪĖČŪēėžėÄÍ≥† ž≤†Ž∂ąžĚė žě¨Ž£Ć ŽįŹ ž†úžěĎ Íłįžą†žóź ŽĆÄŪēú ÍłįžīąŽćįžĚīŪĄįŽäĒ ž§ĎžĄł ž≤†Ž∂ąÍ≥ľ ž≤† ž£ľž°į Íłįžą†žóź ŽĆÄŪēú žěźŽ£ĆŽ°ú ž†úÍ≥ĶŽźėžóąŽč§. žĚīŽü¨Ūēú ÍłįžīąžóįÍĶ¨žěźŽ£ĆŽ•ľ ŽįĒŪÉēžúľŽ°ú ž≤†Ž∂ą žě¨ŪėĄžč§ŪóėžĚĄ žßĄŪĖČŪēėÍłį žúĄŪēī ž≤†ž°įžĄĚÍįÄŽ∂ąžĘĆžÉĀ(Ž≥łÍīÄ 1971)žĚĄ žĄ†ž†ēŪēėÍ≤Ć ŽźėžóąŽč§.
3. ž≤†ž°įžĄĚÍįÄŽ∂ąžĘĆžÉĀ žě¨ŪėĄžč§Ūóė
3.1. žě¨ŪėĄžč§Ūóė
Ž∂ĄŪē†žĄ†žĚė ŪÜĶŪēī ž≤†Ž∂ąžĚī žĖīŽĖ§ ž†úžěĎÍłįŽ≤ēžúľŽ°ú ŽßƎ吏Ėīž°ĆŽäĒžßÄ žēĆ žąė žěąŽč§. Ž∂ĄŪē†žĄ†žĚÄ ž£ľž°į žčú žôłž†ĀžúľŽ°ú ŽāėŪÉÄŽāėŽäĒ ŪäĻžßē ž§Ď ŪēėŽāėžĚīŽč§. žôłŪčÄÍ≥ľ ŽāīŪčÄ žā¨žĚīžĚė ŽĻĄžĖīžěąŽäĒ Í≥ĶÍįĄžóź žá≥Ž¨ľžĚĄ Ž∂Ğ̥ ŽēĆ žôłŪčÄžĚė ž°įÍįĀÍ≥ľ ž°įÍįĀ žā¨žĚīžóź žá≥Ž¨ľžĚī žĻ®Ūą¨ŪēėÍ≤Ć ŽźúŽč§. žĚīŽēĆ ž£ľŽ¨ľ ŪĎúŽ©īžóź žÉĚÍłįÍ≤Ć ŽźėŽäĒ žöĒž≤†žĚĄ Ž∂ĄŪē†žĄ†žĚīŽĚľÍ≥† Ž∂ÄŽ•łŽč§. ž≤†ž°įžĄĚÍįÄŽ∂ąžĘĆžÉĀžĚė ŽďĪ, Ū󹎶¨, Ž™© ŽďĪžóź Žā®žēĄžěąŽäĒ Ž∂ĄŪē†žĄ†žĚĄ ŪÜĶŪēī Ž∂ĄŪē†ž£ľž°įŽ≤ēžúľŽ°ú ž†úžěĎŽź®žĚĄ žēĆ žąė žěąžóąžúľŽĮÄŽ°ú žě¨ŪėĄžč§ŪóėžĚÄ Ž∂ĄŪē†ž£ľž°įŽ≤ēžĚĄ ž†Āžö©ŪēėžėÄŽč§.
3.1.1. žõźŪėēÍ≥ľ ž£ľŪėē ž†úžěĎ(ž£ľŪėē žě¨Ž£ĆžĚė žĄ†ŪÉĚ)
ž£ľŪėē ŽįŹ žĹĒžĖī ž†úžěĎžóź žē장ú žõźŪėēžĚė 3žį®žõź žä§žļźŽčĚ ŽćįžĚīŪĄįŽ•ľ žĚīžö©Ūēėžó¨ 1/2 ŪĀ¨ÍłįžĚė žõźŪėē(ŽÜížĚī: 45.6 cm, ŽĄąŽĻĄ: 41.2 cm)žĚĄ 3D ŪĒĄŽ¶įŪĄįŽ°ú ž†úžěĎŪēėžėÄŽč§. 3D ŪĒĄŽ¶įŪĆÖŪēú žõźŪėēžĚĄ žįłÍ≥†Ūēėžó¨ ŪĚôžúľŽ°ú žõźŪėēžĚĄ ŽßƎ吏óąŽč§. žõźŪėēžĚė ŪĀ¨ÍłįžôÄ ŪėēŪÉúŽ•ľ ŽįĒŪÉēžúľŽ°ú ž£ľŪėē ŽįŹ žĹĒžĖīŽ•ľ ž†úžěĎŪēėžėÄÍ≥† ž°įÍįĀžĻľ ŽďĪžĚė žÜĆŽŹĄÍĶ¨Ž•ľ žĚīžö©Ūēėžó¨ 8ÍįúžĚė ž£ľŪėēžóź ŽāėŽįú, žĖľÍĶī, Ž≤ēžĚė ŽďĪžĚĄ ŪĎúŪėĄŪēėžėÄŽč§. ŽėźŪēú, ž£ľž°įŪēėÍ≥†žěź ŪēėŽäĒ žõźŪėēžĚė ŽĎźÍĽėŽßĆŪĀľ žĹĒžĖīŽ•ľ žĚľž†ēŪēú ŽĎźÍĽėŽ°ú ž°įÍįĀŪēėžėÄŽč§. ž°įÍįĀŪēú ž£ľŪėēÍ≥ľ žĹĒžĖīžĚė ŪäĻžßēž†ĀžĚł Ž∂ÄŽ∂ĄžĚÄ ŪėēŪÉúŽ•ľ žāīŽ¶¨Ž©į, ŽĖ®žĖīŽāėÍįĄ Ž∂ÄŽ∂ĄžĚÄ ŪĚôžĚĄ Ž©Ēžöī ŪõĄ žÜĆžĄĪŪēėžėÄŽč§(Figure 2).
ž£ľŪėēÍ≥ľ žĹĒžĖīŽäĒ Íłįž°īžóź ž†úž≤† žú†ž†Ā ŽďĪ ŽįúÍĶīžßĞ󟞥ú ž∂úŪ܆Žźú ž≤†žÜ•, Í∑ł ŽįĖžĚė ž£ľž°įŪíąžĚė ž£ľŪėēžúľŽ°ú ž∂Ēž†ēŽźėŽäĒ žĚľŽ∂Ä ŪéłÍ≥ľ ŪėĄžě¨ Žā®žēĄžěąŽäĒ ž°įžĄ†žčúŽĆÄ žõźŪėēžĚė ŽāīŽ∂Äžóź ŽįēŽĚĹŽźú ŽāīŪėēŪ܆Ž•ľ ŽĆÄžÉĀžúľŽ°ú Í≥ľŪēôž†Ā Ž∂ĄžĄĚžĚĄ žč§žčúŪēėžó¨ žā¨žö© Ū܆žĖĎ žõźŽ£ĆžĚė ŪäĻžĄĪÍ≥ľ žÜĆžĄĪžĚė ž†ēŽŹĄ ŽďĪžĚĄ ŪĆĆžēÖŪēėÍ≥† Í∑ł Í≤įÍ≥ľ ÍįížĚĄ Íłįž§ÄžúľŽ°ú žõźžě¨Ž£ĆŽ•ľ žě¨ŪėĄŪēėžó¨ ž†úžěĎŪēėžėÄŽč§(Chuncheon National Museum, 2020). žĹĒžĖīžö© ž†źŪ܆žĚė Ž™®Žěė, žč§Ūäł, ž†źŪ܆žĚė ŽĻĄžú®žĚÄ ž∂Ēž†ēŪēėÍłį žúĄŪēī žÜĆžĄĪŽźėžĖī Í≥†ŪôĒŽźú ž∂úŪ܆ ŪéłžĚė Žč®Ž©īÍīÄžįįžĚĄ ŪÜĶŪēī žĚīŽĮłžßÄ Ž∂ĄžĄĚ ŪĒĄŽ°úÍ∑łŽě®žúľŽ°ú žĹĒžĖīžö© ž†źŪ܆žĚė žěÖŽŹĄŽ•ľ žāįž†ēŪēėžėÄŽč§. ž£ľŪėēžö© ž†źŪ܆ŽäĒ Í≥†ŪôĒŽźėžßÄ žēäžĚÄ žě¨Ž£ĆŽ•ľ ž∂©Ž∂ĄŪěą žąėžäĶŪēėžó¨ žěÖŽŹĄŽ∂ĄžĄĚÍłįŽ•ľ žĚīžö©Ūēėžó¨ žěÖŽŹĄŽ•ľ ŪĆĆžēÖŪēėžėÄŽč§(Cho and Moon, 2021).
Ž∂ĄžĄĚÍ≤įÍ≥ľ, ž†úžěĎžóź žā¨žö©Žźú žě¨Ž£ĆŽäĒ žĚľŽįėž†ĀžúľŽ°ú Ž™®ŽěėžôÄ žč§Ūäł, ž†źŪ܆ÍįÄ žĚľž†ē ŽĻĄžú®žĚĄ ŪŹ¨Ūē®ŪēėÍ≥† žěąžúľŽāė ž£ľž°įŪíąžĚė žĘÖŽ•ėžôÄ ž†úžěĎ Íłįžą†žĚė žį®žĚīžóź ŽĒįŽĚľžĄú žĄúŽ°ú Žč§Ž•ł Í≤ÉžúľŽ°ú ŪĆĆžēÖŽźėžóąŽč§. žč§ž†ú ž∂úŪ܆Žźú žĹĒžĖī‚čÖž£ľŪėēžĚė žěÖŽŹĄžóź Ž∂ÄŪē©ŪēėŽäĒ Ū܆žĖϞ̥ žįĺžĚĄ žąė žóÜžĖī žčúŪĆźŽźėÍ≥† žěąŽäĒ Ž™®ŽěėžóźžĄú 1žį®ž†ĀžúľŽ°ú ž†źŪ܆žßąžĚĄ ž†úÍĪįŪēú Ž™®ŽěėžĚł žĻúŽ™®ŽěėžôÄ ž†źŪ܆(žāįž≤≠Ū܆)Ž•ľ žĹĒžĖī(ŽāīŽ∂Ä/žôłŽ∂Ä)Í≥ľ ž£ľŪėē(ŽāīŽ∂Ä/žôłŽ∂Ä)žúľŽ°ú ŽāėŽąĄžóąŽč§. žôłŽ∂ÄŽäĒ žĻúŽ™®ŽěėŽ•ľ žěÖŽŹĄŽ∂ĄŽ¶¨ŪēėžßÄ žēäÍ≥† žāįž≤≠Ū܆žôÄ 3:4žĚė ŽĻĄžú®Ž°ú ŽįįŪē©Ūēėžó¨ žā¨žö©ŪēėžėÄžúľŽ©į, ŽāīŽ∂ÄŽäĒ žĻúŽ™®ŽěėŽ•ľ ž≤īŽ°ú Ž∂ĄŽ¶¨Ūēėžó¨ ÍįÄŽäĒŽ™®Žěė(0.425 mm) žĚīŪēėŽßƞ̥ žĖĽžĚÄ ŪõĄ žāįž≤≠Ū܆žôÄ 1:3žĚė žĚľž†ē ŽĻĄžú®Ž°ú ŽįįŪē©Ūēėžó¨ Í≥†ŽĆÄ ž£ľž°įžö© žĹĒžĖī‚čÖž£ľŪėēžĚė Í≥ľŪēôž†Ā Ž∂ĄžĄĚÍįíÍ≥ľ žú†žā¨ŪēėÍ≤Ć ž†úžěĎŪēėžėÄŽč§.
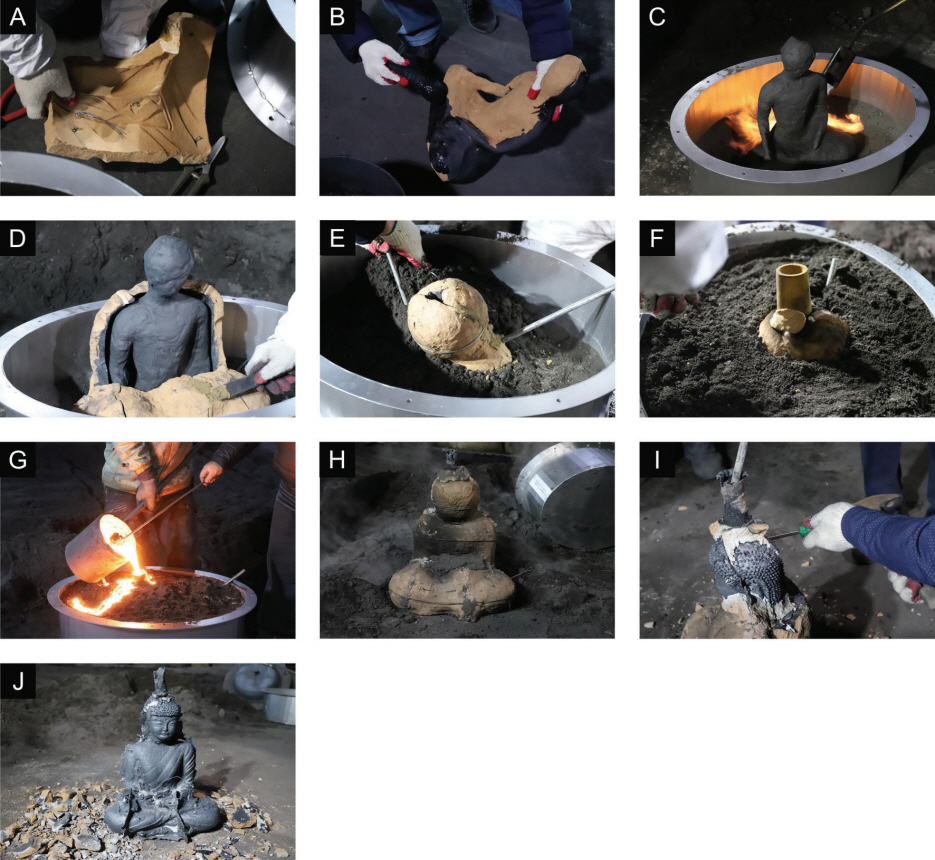
3.1.2. ž£ľž°įžč§Ūóė
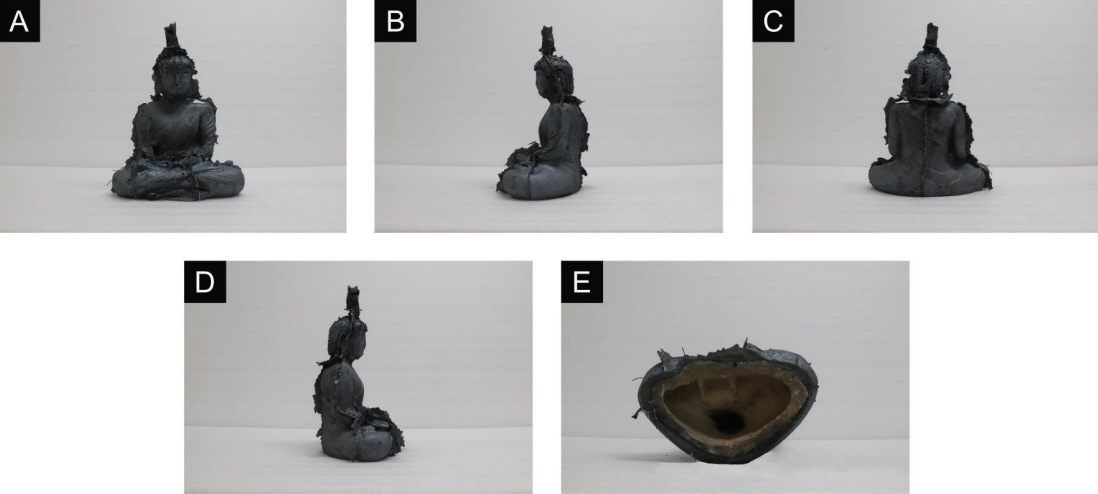
ž£ľŪėēÍ≥ľ žĹĒžĖīŽ•ľ Í≥†ž†ēžčúŪā§ŽäĒ žö©ŽŹĄžĚł žĪĄŪĒĆŽ¶Ņ(ŪėēžßÄ‚čÖŚěčśĆĀ)Ž•ľ ž†úžěĎ ŪõĄ ÍĶ¨Ž©ćžĚĄ ŽöęžĚÄ ž£ľŪėēžóź ŽĄ£žĖī Í≥†ž†ēžčúŪā®Žč§(Figure 3A). Í∑łŽč§žĚĆ ž£ľŪėēÍ≥ľ žĹĒžĖīžóź ŪĚĎžóįžĚĄ ŽįĒŽ•łŽč§(Figure 3B). ž≤†Ž∂ą ž°įžā¨žóźžĄú ŽįĚŪėÄžßÄžßÄ žēäžēėžßÄŽßĆ, ŪĚĎžóįžĚÄ žõźŪėēžúľŽ°úŽ∂ÄŪĄį ž£ľŪėēžĚī žěė Ž∂ĄŽ¶¨ŽźėÍ≤Ć ŪēėŽäĒ žĚīŪėēž†ú žó≠Ūē†žĚĄ ŪēėŽĮÄŽ°ú ŪĎúŽ©īžĚė ŽĻąÍ≥≥žĚī žóÜŽŹĄŽ°Ě ŽįĒŽ•łŽč§. ž£ľŪėēÍ≥ľ žĹĒžĖīŽ•ľ Í≥†ž†ēžčúŪā§Íłį žúĄŪēī ŪĚôžĚĄ ŽčīžĚĄ žąė žěąŽäĒ ŪčÄžóź ŪĚôžĚĄ ŽĄ£Í≥† ŽįĒŽč•žĚĄ Žč§žßĄŽč§. Žč§žßĄ ŪĚô žúĄžóź žĹĒžĖīŽ•ľ Í≥†ž†ēžčúŪā® ŪõĄ, žĹĒžĖīžĚė ŪėēŪÉúžóź Žßěž∂į ž£ľŪėēžĚĄ ž°įŽ¶ĹŪēúŽč§. Žč§Ž¶¨Ž∂ÄŪĄį Ž®łŽ¶¨ žąúžúľŽ°ú ž°įŽ¶ĹŪēėŽ©īžĄú žĹĒžĖīžôÄ ž£ľŪėēžĚĄ Í≥ĄžÜć ÍįÄžóīŪēúŽč§(Figure 3C). ž£ľŪėē ž°įŽ¶Ĺ žčú ŽįúžÉĚŪēėŽäĒ žĚīÍ≤©žóź Ūô©Ū܆Ž•ľ ŽįúŽĚľ žá≥Ž¨ľžĚī ŽĻ†ž†łŽāėžė§žßÄ Ž™ĽŪēėÍ≤Ć ŪēėÍĪįŽāė žĄ† Ž™®žĖĎžĚė žöĒž≤†žĚł žĚīžĚĆžĄ†žĚī ŽįúžÉĚŪēėžßÄ žē䎏ĄŽ°Ě ŪēúŽč§(Figure 3D). ÍįÄžäī Ž∂ÄŽ∂ĄÍ≥ľ ŽďĪ Ž∂ÄŽ∂ĄžĚė ž£ľŪėēžĚĄ ž°įŽ¶ĹŪēú ŪõĄ ž°įžā¨Í≥ľž†ēžóźžĄú ŪôēžĚłŽźú žĖĎžĖīÍĻ®žôÄ ž†ēžąėŽ¶¨žĚė žá≥Ž¨ľžĚī žį®žė§Ž•ł ŪĚĒž†ĀžĚĄ ž†úÍĪįŪēėŽ©īžĄú žÉĚÍłī ŪĆĆŽ©īÍ≤įŪē®žĚĄ žįłÍ≥†Ūēėžó¨ žĖĎž™Ĺ žĖīÍĻ® ŽĀĚ ž™Ĺ Í≤Ĺžā¨žßĄ žúĄžĻėžóź ÍįÄžä§ Žįįž∂úÍĶ¨Ž•ľ žóįÍ≤įŪēúŽč§(Figure 3E). Ž®łŽ¶¨ Ž∂ÄŽ∂ĄžĚė ž£ľŪėēžĚĄ ž°įŽ¶ĹŪēú Žč§žĚĆ ž°įžā¨Í≥ľž†ēžóźžĄú ÍīÄžįįŽźú žĚľŽ∂Ä ŪĆƞܟŽźėžĖī ŪĎúŽ©īžĚī ŽĄďÍ≤Ć Í≤įžč§Žźú ž†ēžąėŽ¶¨ Ž∂ÄŽ∂ĄžĚė Í≤įŪē®žĚĄ ŽįĒŪÉēžúľŽ°ú Ž®łŽ¶¨ ž†ēžąėŽ¶¨ Ž∂ÄŽ∂Ąžóź žá≥Ž¨ľžĚĄ Ž∂Ğ̥ žąė žěąŽäĒ žá≥Ž¨ľ ž£ľžěÖÍĶ¨Ž•ľ žóįÍ≤įŪēúŽč§ (Figure 3F). žá≥Ž¨ľžĚĄ ž£ľžěÖŪēėÍ≥† ž∂©Ž∂ĄŪěą žčĚŪěĆ ŪõĄ ž†ēžĚīŽāė ŽßĚžĻė ŽďĪÍ≥ľ ÍįôžĚÄ ŽŹĄÍĶ¨Ž•ľ žā¨žö©Ūēėžó¨ žõźŪėēžóź Ž∂ôžĖīžěąŽäĒ ž£ľŪėēÍ≥ľ žõźŪėēžĚĄ Ž∂ĄŽ¶¨ŪēúŽč§(Figure 3G, 3H). žõźŪėē ŪĎúŽ©īžóź Žā®žēĄžěąŽäĒ ž£ľŪėēžĚė ž°įÍįĀŽď§žĚÄ ž°įÍįĀžĻľ, ž†ē ŽďĪ ž°įÍįĀ ŽŹĄÍĶ¨Ž•ľ žĚīžö©Ūēėžó¨ žĄłŽįÄŪēėÍ≤Ć ž†úÍĪįŪēúŽč§(Figure 3I). žĚīŽü¨Ūēú Í≥ľž†ēžĚĄ ÍĪįž≥ź ž≤†Ž∂ą ž†úžěϞ̥ ŽßąŽ¨īŽ¶¨ŪēėžėÄŽč§(Figure 3J, Figure 4).
4. žě¨ŪėĄ Ž∂ąžÉĀžĚė ž°įžā¨ ŽįŹ Ž∂ĄžĄĚ
4.1. ž£ľž°įÍ≤įŪē®
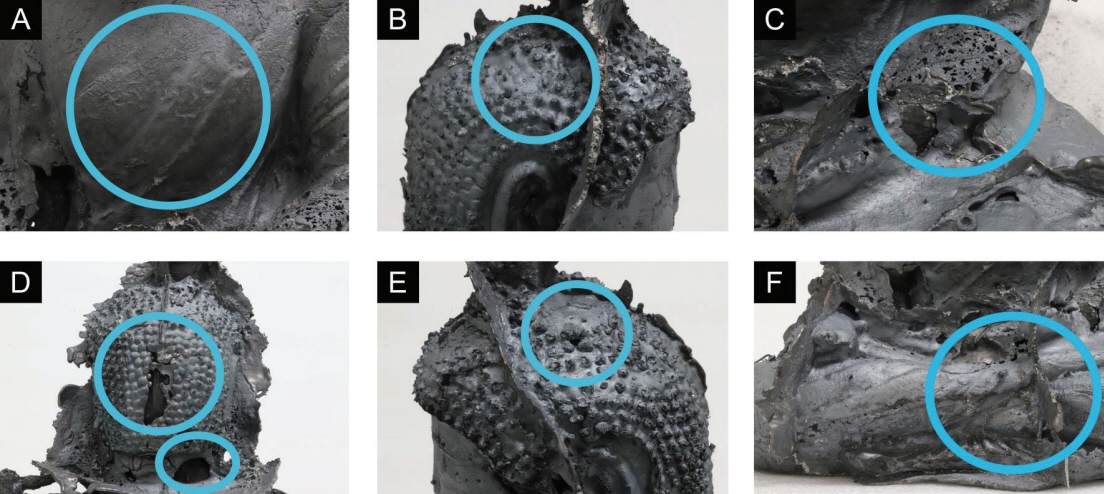
ž≤†ž°įžĄĚÍįÄŽ∂ąžĘĆžÉĀ(Ž≥łÍīÄ 1971) žõźŪėē žě¨ŪėĄžč§Ūóė žčú ŽįúžÉĚŪē† žąė žěąŽäĒ ž£ľž°įÍ≤įŪē®žĚĄ žóÜžē†Íłį žúĄŪēī žú°žēąžúľŽ°ú ŪôēžĚłŽźėŽäĒ žě¨ŪėĄ ž≤†Ž∂ąžĚė ž£ľž°įÍ≤įŪē®Í≥ľ ž≤†ž°įžĄĚÍ≥ľŽ∂ąžĘĆžÉĀžĚė ž£ľž°įÍ≤įŪē®žĚĄ ŽĻĄÍĶź Ž∂ĄžĄĚŪēėžėÄŽč§. ž≤†ž°įžĄĚÍįÄŽ∂ąžĘĆžÉĀžĚė Í≤Ĺžöį ŪĎúŽ©ī ŽėźŽäĒ ŪĒľŪēėÍłįÍ≥Ķ(Surface or subsurface blowholes), ÍłįÍ≥Ķ ŽįŹ ŪēÄŪôÄ(Blowholes, pinholes), Ūėē žĖīÍłčŽā®(shift)žĚė ž£ľž°įÍ≤įŪē®žĚī ÍīÄžįįŽźúŽč§. žě¨ŪėĄ ž≤†Ž∂ąžĚė Í≤Ĺžöį ž≤†ž°įžĄĚÍįÄŽ∂ąžĘĆžÉĀžĚė ž£ľž°įÍ≤įŪē®ŽŅźŽßĆ žēĄŽčąŽĚľ Ž≤†žĚīŽčĚ(Veining, finning), ŽĮłžä§Žüį(Misrun), žôłŽ∂Ä žąėž∂ēÍ≥Ķ(Open or external shrinkage) ŽďĪ Žč§žĖĎŪēú ž£ľž°įÍ≤įŪē®žĚī ŪôēžĚłŽźúŽč§(Figure 5). Ž≤†žĚīŽčĚžĚÄ ž£ľŽ¨ľ ŪĎúŽ©īžóź žąėžßĀžúľŽ°ú ŽįúžÉĚŪēėŽäĒ Í≤įŪē®žúľŽ°ú ŪôÄŽ°ú ŽėźŽäĒ Í∑łŽ¨ľŽ™®žĖĎžúľŽ°ú ŽįúžÉĚŪēúŽč§. ž£ľŽ¨ľžĚė ͳȞÜćŪēú ÍįÄžóīÍ≥ľ ŽĄąŽ¨ī ŽÜížĚÄ ž£ľŪėēžĚė ÍĪīž°įžė®ŽŹĄŽ°ú ž£ľŽ¨ľžĚī žąėž∂ēŪēėŽ©īžĄú ŽįúžÉĚŪēúŽč§. ŪĎúŽ©ī ŽėźŽäĒ ŪĒľŪēėÍłįÍ≥ĶžĚė Í≤Ĺžöį Žč§žĖĎŪēú ŪĀ¨ÍłįžĚė ÍĶ¨Ž©ćžĚī ž£ľŽ¨ľ ŪĎúŽ©īžóź ž°īžě¨ŪēėŽäĒ Í≤įŪē®žúľŽ°ú ŪÜĶÍłįžĄĪ Ž∂Äž°Ī ŽįŹ žõźŪôúŪēėžßÄ žēäžĚÄ ÍįĞ䧎įįž∂úŽ°ú ŽįúžÉĚŪēúŽč§. ŪĎúŽ©īžóź Žč§žÜĆ ŽĄďžĚÄ Ž≤ĒžúĄžóź ÍĪłž≥ź ŽįúžÉĚŪēėŽäĒ ŽĮłžĄł ÍłįÍ≥Ķ ŪėēŪÉúžĚė Í≤įŪē®žĚł ÍłįÍ≥Ķ ŽįŹ ŪēÄŪôÄžĚÄ ŽÜížĚÄ ž£ľžěÖžė®ŽŹĄŽ°ú ž£ľŽ¨ľ ŽāīŽ∂Äžóź ž°īžě¨ŪēėŽäĒ ÍłįŪŹ¨ÍįÄ ŽĻ†ž†łŽāėÍįÄŽ©īžĄú ŽįúžÉĚŪēúŽč§. ž£ľŽ¨ľ ŪĎúŽ©īžóźžĄú ŽįúÍ≤¨ŽźėŽäĒ ÍĻĒŽēĆÍłį Ž™®žĖĎžĚė žąėž∂ēÍ≥ĶžĚÄ žôłŽ∂Ä žąėž∂ēÍ≥ĶžúľŽ°ú Ž∂ąŽ¶įŽč§(Rowley, 2007). žôłŽ∂Äžąėž∂ēÍ≥ĶžĚÄ ž£ľŽ¨ľžĚī Ž∂Äž°ĪŪēėÍĪįŽāė ŽĎźÍļľžöī Ž∂ÄŽ∂Ąžóź ŽįúžÉĚŪēėŽ©į, ž£ľžěÖžė®ŽŹĄÍįÄ ŽÜíÍĪįŽāė žĚĎÍ≥† Žį©ŪĖ•žĚī Žč§Ž•ľ ŽēĆ ŽįúžÉĚŪēúŽč§. ž≤†Ž∂ąžĚė Í≥≥Í≥≥žóźžĄú ž£ľŽ¨ľžĚī ž£ľŪėēžĚĄ žôĄž†ĄŪěą žĪĄžöįžßÄ Ž™ĽŪēėÍ≥† žĚĎÍ≥†Žźú žÉĀŪÉúžĚł ŽĮłžä§ŽüįžĚī Žč§žąė ÍīÄžįįŽźúŽč§. ž£ľŽ¨ľžĚė ž£ľžěÖ žÜ掏ĄÍįÄ ŽäźŽ¶¨ÍĪįŽāė ž£ľžěÖžė®ŽŹĄÍįÄ ŽāģžúľŽ©ī ŽĮłžä§ŽüįžĚė žõźžĚłžĚī ŽźúŽč§. Ž∂ĄŪē†Ž©īžóźžĄú ž£ľŪėēžĚī žĖīÍłčŽā®žóź ŽĒįŽĚľ ŽįúžÉĚŪēėŽäĒ Ūėē žĖīÍłčŽā®žĚī ŪôēžĚłŽźúŽč§(Kwon, 2018).
žú°žēąžúľŽ°ú ÍīÄžįįŪēú ž£ľž°įÍ≤įŪē®žĚĄ ŽįĒŪÉēžúľŽ°ú ŪēėÍ≥†, 2žį® žě¨ŪėĄ žč§ŪóėžóźžĄúŽäĒ ž∂©Ž∂ĄŪēú ÍįĞ䧎įįž∂úÍĶ¨Ž•ľ ŪôēŽ≥īŪēėžó¨ ŪĎúŽ©ī ŽėźŽäĒ ŪĒľŪēėÍłįÍ≥ĶžĚė ŽįúžÉĚžóź žú†žĚėŪēėžó¨žēľ ŪēúŽč§. ž£ľžěÖŪēėŽäĒ žá≥Ž¨ľžĚė žĖĎÍ≥ľ žôłŪčÄÍ≥ľ ŽāīŪčÄžĚė ŽĎźÍĽėŽ•ľ ž°įž†ąŪēėžó¨ žôłŽ∂Ä žąėž∂ēÍ≥ĶžĚė ŽįúžÉ̞̥ Žį©žßÄŪēėŽäĒ Í≤ÉžĚī ŪēĄžöĒŪēėŽč§. ŽėźŪēú žá≥Ž¨ľžĚė ž£ľžěÖžė®ŽŹĄžôÄ ž£ľžěÖ žÜ掏ĄŽ•ľ ž°įž†ąŪē®žúľŽ°úžć® ŪĎúŽ©īŪēÄŪôÄÍ≥ľ ŽĮłžä§ŽüįžĚĄ ž£ľžĚėŪēīžēľ ŪēúŽč§.
4.2. ŽĮłžĄłž°įžßĀ Ž∂ĄžĄĚ
4.2.1. Ž∂ĄžĄĚžčúŽ£Ć ŽįŹ Ž∂ĄžĄĚŽį©Ž≤ē
Ž∂ĄŪē†ž£ľž°įŽ≤ēžúľŽ°ú žě¨ŪėĄŪēú ž≤†Ž∂ąžĚė ŪÉĄžÜĆŪē®ŽüČ žł°ž†ēžĚĄ žúĄŪēī žÉĀŽ∂ÄžôÄ ŪēėŽ∂Ğ󟞥ú ÍįĀÍįĀ 3ÍįúžĚė žčúŽ£ĆŽ•ľ žĪĄž∑®Ūēėžó¨ ŪÉĄžÜĆŪē®ŽüȞ̥ Ž∂ĄžĄĚŪēėžėÄŽč§. ŪÉĄžÜĆŪē®ŽüČ žł°ž†ēžĚÄ ŪÉĄžÜĆžú†Ūô© Ž∂ĄžĄĚÍłį(CS-600, Leco, USA)Ž•ľ žĚīžö©ŪēėžėÄŽč§. ŽĮłžĄłž°įžßĀÍ≥ľ Íįúžě¨Ž¨ľžĚĄ Ž∂ĄžĄĚŪēėÍłį žúĄŪēī ž≤†Ž∂ąžĚė Ž∂ĄŪē†žĄ†žóźžĄú Ž™©(No.1), žė§Ž•łŪĆĒ (No.2), Žč§Ž¶¨(No.3) žčúŽ£Ć žīĚ 3ž†źžĚĄ žĪĄž∑®ŪēėžėÄŽč§. žĪĄž∑®Ūēú žčúŽ£ĆŽ•ľ žóźŪŹ≠žčú žąėžßÄŽ°ú ŽßąžöīŪĆÖ(Mounting)Ūēú Žč§žĚĆ žā¨ŪŹ¨žĚė ž°įŽįÄŽŹĄžóź ŽĒįŽĚľ #100žóźžĄú 200, 400, 800, 1000, 1200, 2400, 4000žĚė žąúžúľŽ°ú žąúžĄúŽĆÄŽ°ú žóįŽßąŪēėžėÄŽč§. žĚīŪõĄ 3 őľmžôÄ 1 őľm žĚė žóįŽßąž†ú(DP-Suspension)žôÄ žóįŽßąŪĆźžĚĄ žĚīžö©Ūēėžó¨ ŽĮłžĄłžóįŽßąŽ•ľ žč§žčúŪēėžėÄŽč§. žóįŽßąŽ•ľ ŽĀĚŽāł žčúŽ£ĆŽ•ľ 3%žĚė ŽāėžĚīŪÉą(HN03 + Ethyl Alcohol)žö©žē°žóź žóźžĻ≠(Etching)žčúžľú Ž∂ÄžčĚžčúžľįžúľŽ©į, ÍłąžÜćŪėĄŽĮłÍ≤Ĺ(NM910, NEXCOPE, USA)žúľŽ°ú žčúŽ£ĆžĚė ŽĮłžĄłž°įžßĀžĚĄ ÍīÄžįįŪēėžėÄŽč§. ž°įžßĀÍīÄžįį ŪõĄ žčúŽ£ĆŽ•ľ ŽįĪÍłą(Pt) žĹĒŪĆÖŪēėžó¨ ž£ľžā¨ž†ĄžěźŪėĄŽĮłÍ≤Ĺ(SEM, MIRA3, Tescan, Czech)žúľŽ°ú ŽĮłžĄłž°įžßĀ ŽįŹ Íįúžě¨Ž¨ľžĚĄ ÍīÄžįįŪēėžėÄžúľŽ©į žóźŽĄąžßÄ Ž∂ĄžāįŪėē X-žĄ† Ž∂ĄžĄĚÍłį(EDS, Quanta 300, Bruker, Germany)Ž•ľ žĚīžö©Ūēėžó¨ ŽĮłžĄłž°įžßĀžĚė ŪôĒŪēô ž°įžĄĪžĚĄ Ž∂ĄžĄĚŪēėžėÄŽč§.
4.2.2. Ž∂ĄžĄĚÍ≤įÍ≥ľ
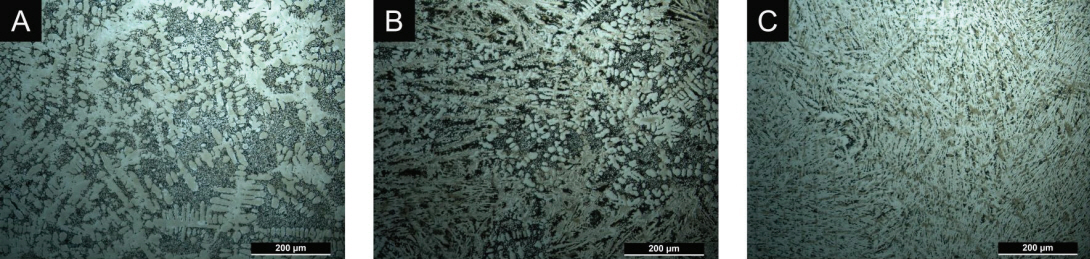
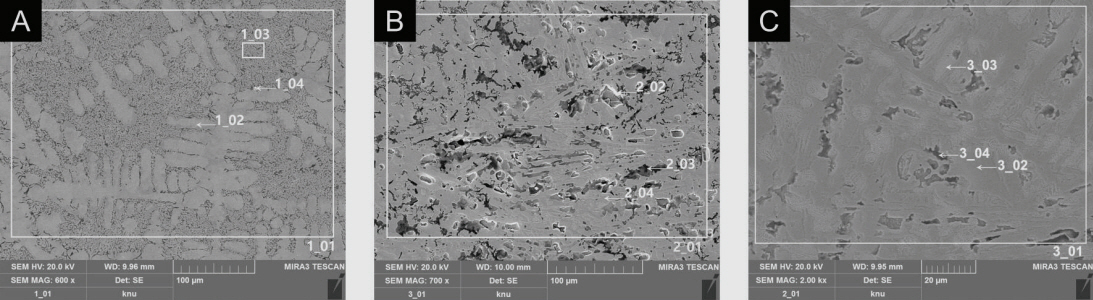
CS Ž∂ĄžĄĚÍ≤įÍ≥ľ ŪÉĄžÜĆŪē®ŽüČžĚī 2.9‚ąľ3.1 wt%Ž°ú ŪôēžĚłŽźėžĖī ž£ľž≤†žĚė ŪÉĄžÜĆŪē®žú†ŽüČžĚī 2.11‚ąľ4.3%žĚł žēĄÍ≥Ķž†ēž£ľž≤†Ž°ú ŽįĚŪėÄž°ĆŽč§. žě¨ŪėĄ ž≤†Ž∂ąžĚė ŽĮłžĄłž°įžßĀžĚĄ Ž∂ĄžĄĚŪēú Í≤įÍ≥ľ No.1žĚė Í≤Ĺžöį ž£ľŽ¨ľžĚī žĚĎÍ≥†Žź† ŽēĆ ŽāėŪÉÄŽāėŽäĒ ŽāėŽ≠áÍįÄžßÄ Ž™®žĖĎžĚė Dendrite ž°įžßĀžĚĄ Pearlite ž°įžßĀžĚī ÍįźžčłÍ≥† žěąŽäĒ ŪėēŪÉúŽ°ú ŪĆźŽč®ŽźúŽč§. ÍĪįžĻ†Í≥† ŪĀį Dendrite ž°įžßĀžĚī ÍīÄžįįŽź®žóź ŽĒįŽĚľ ž£ľŽ¨ľžĚė ŽÉČÍįĀžÜ掏ĄÍįÄ ŽäźŽ†łŽćė Í≤ÉžúľŽ°ú ž∂Ēž†ēŽźúŽč§. No.2ŽäĒ Pearlite ž°įžßĀ žā¨žĚīžóź FerritežôÄ Cementite ž°įžßĀžĚī žěąžúľŽ©į, Cementite ž°įžßĀ žā¨žĚīžóź Í≤ÄžĚÄ žÉČžĚė GraphiteÍįÄ ž°īžě¨ŪēúŽč§. No.3žĚÄ Pearlite ž°įžßĀžóź ŽĻĄŪēī Dendrite ž°įžßĀžĚė ŪĀ¨ÍłįÍįÄ ŪĀį Í≤ÉžúľŽ°ú ÍīÄžįįŽźúŽč§. No.3žĚė Í≤Ĺžöį No.1žĚė ŽĮłžĄłž°įžßĀÍ≥ľ Žč¨Ž¶¨ Dendrite ž°įžßĀÍ≥ľ Pearlite ž°įžßĀžĚī ž°įŽįÄŪēú Í≤ÉžúľŽ°ú Ž≥īžēĄ No.1Ž≥īŽč§ ŽÉČÍįĀžÜ掏ĄÍįÄ ŽĻ®ŽěźŽćė Í≤ÉžúľŽ°ú ŪôēžĚłŽźúŽč§(FraŇõ et al., 2008)(Figure 6).
SEM-EDS Ž∂ĄžĄĚÍ≤įÍ≥ľ No.1žĚė 1_01žĚÄ ž°įžßĀŽ©īžúľŽ°ú Fe, C, SižĚė žĄĪŽ∂ĄžĚī Í≤Äž∂úŽźėžóąŽč§. 1_02ŽäĒ Dendrite, 1_03žĚÄ FerritežôÄ Cementite ž°įžßĀžúľŽ°ú ŪĆźŽč®ŽźėŽ©į, 1_04ŽäĒ Žč§Ž•ł ž°įžßĀžóź ŽĻĄŪēī C 57.18 wt%, Ca 1.94 wt%žĚė Ūē®ŽüȞ̥ ÍįÄžßÄÍ≥† žěąŽč§. No.2 žĚė 2_01žĚÄ ž°įžßĀŽ©īžúľŽ°ú Fe, C, SižĚė žĄĪŽ∂ĄžĚī Í≤Äž∂úŽźėžóąžúľŽ©į, 2_02ŽäĒ FerritežôÄ Cementite ž°įžßĀžúľŽ°ú ŪĆźŽč®ŽźúŽč§. 2_03žĚÄ Cementite ž°įžßĀ žēąžóź ž°īžě¨ŪēėŽ©į, C 88.98 wt%, Ca 0.52 wt%, Fe 8.35 wt%Ž°ú ŽÜížĚÄ ŪÉĄžÜĆŪē®ŽüȞ̥ ŪÜĶŪēī GraphiteŽ°ú ŪĆźŽč®ŽźėŽ©į 2_04ŽäĒ Dendrite ž°įžßĀžĚīŽč§. No.3žĚė 3_01žĚÄ ž°įžßĀŽ©īžúľŽ°ú Fe, C, SižĚė žĄĪŽ∂ĄžĚī Í≤Äž∂úŽźėžóąŽč§. 3_02ŽäĒ Dendrite, 3_03žĚÄ Cementite ž°įžßĀ ž£ľŽ≥Äžóź žěąŽäĒ ŪĚįžÉČž°įžßĀžúľŽ°ú ŽÉČÍįĀžÜ掏Ąžóź žĚėŪēī Ž∂ĄŽ¶¨Žźú Í≤įž†ēŪéłžĄĚ(Graphite)žúľŽ°ú ŪôēžĚłŽźėŽ©į 3_04ŽäĒ FerritežôÄ Cementite ž°įžßĀžĚīŽč§(Table 1, Figure 7).
5. Í≤į Ž°†
ž≤†Ž∂ąžĚė ž£ľž°įÍłįžą†Í≥ľ ž†úžěĎÍłįŽ≤ē žóįÍĶ¨Ž•ľ žúĄŪēī ž†úŽ†® ŽįŹ ž£ľž°įžôÄ Ž∂ĄŪē†ž£ľž°įŽ≤ēÍ≥ľ ÍīÄŽ†®Žźú Ž¨łŪóƞ쟎£ĆŽ•ľ ŽĻĄŽ°ĮŪēėžó¨ Ž∂ąžÉĀž°įžĄĪÍłįžôÄ ŽĻĄŽ¨ł ŽďĪžĚĄ ž°įžā¨ŪēėžėÄŽč§. žĚīŽ•ľ ŪÜĶŪēī ž†ĄŪÜĶ ž£ľž°įÍłįžą†žĚė žóįÍĶ¨žěźŽ£ĆŽ•ľ ž∂ēž†ĀŪēėžėÄžúľŽ©į, ÍĪįŪĎłžßĎ ž†úžěĎŽ∂ÄŪĄį ž£ľž°įÍĻĆžßÄžĚė ž≤†Ž∂ą ž†úžěĎÍ≥ľž†ēžĚĄ ŽįĒŪÉēžúľŽ°ú ž≤†Ž∂ą ž†úžěĎžõźŽ¶¨Ž•ľ Í∑úŽ™ÖŪēėÍ≥†žěź ŪēėžėÄŽč§. ž≤†Ž∂ą ž†úžěĎžóź žē장ú Í≥†Ž¨łŪóĆ ŽįŹ Ž∂ąžÉĀž°įžĄĪÍłį Í∑łŽ¶¨Í≥† ŽĻĄŽ¨ł ž°įžā¨Ž•ľ ŪÜĶŪēī ž†úŽ†® ŽįŹ ž£ľž°įÍłįžą†, Ž∂ĄŪē†ž£ľž°įŽ≤ē, ÍĪįŪĎłžßĎž†úžěĎ, ž≤†Ž∂ą ž†úžěĎÍłįŽ°Ě ŽďĪžóź ÍīÄŪēī žóįÍĶ¨ŪēėžėÄŽč§. Í≥†Ž¨łŪóĆ žěźŽ£Ć žóįÍĶ¨Ž•ľ ŽįĒŪÉēžúľŽ°ú ÍĪįŪĎłžßĎ ž†úžěĎÍłįžą†, Ž∂ĄŪē†ž£ľž°įÍłįžą† ŽďĪžĚĄ žā¨žö©Ūēėžó¨ ž≤†ž°įžĄĚÍįÄŽ∂ąžĘĆžÉĀ(Ž≥łÍīÄ 1971)žĚĄ ŽĆÄžÉĀžúľŽ°ú ž∂ēžÜĆ žě¨ŪėĄžč§ŪóėžĚĄ žßĄŪĖČŪēėžėÄŽč§.
3D ŪĒĄŽ¶įŪĄįŽ•ľ žā¨žö©Ūēėžó¨ 1/2 ŪĀ¨ÍłįžĚė ž≤†ž°įžĄĚÍįÄŽ∂ąžĘĆžÉĀžĚĄ ž†úžěĎŪēėÍ≥†, ž†úžěĎŪēú ž≤†Ž∂ąžĚĄ žįłÍ≥†Ūēėžó¨ ŪĚôžúľŽ°ú žõźŪėēžĚĄ ŽßƎ吏óąŽč§. ž†úž≤†žú†ž†Ā ŽďĪžóźžĄú ž∂úŪ܆Žźú ž≤†žÜ•žĚīŽāė ž£ľž°įŪíąžĚė žôłŪčÄŽ°ú ž∂Ēž†ēŽźėŽäĒ Ū鳎吏̥ ŽĆÄžÉĀžúľŽ°ú Í≥ľŪēôž†Ā Ž∂ĄžĄĚ ŪõĄ žčúŪĆźŽźėÍ≥† žěąŽäĒ žĻúŽ™®ŽěėžôÄ ž†źŪ܆(žāįž≤≠Ū܆)Ž•ľ ŽāīŪčÄ(ŽāīŽ∂Ä/žôłŽ∂Ä)Í≥ľ žôłŪčÄ(ŽāīŽ∂Ä/žôł Ž∂Ä)Ž°ú ŽāėŽąĄžĖī ž†úžěĎŪēėžėÄŽč§. žôłŽ∂ÄŽäĒ žĻúŽ™®ŽěėŽ•ľ žěÖŽŹĄŽ∂ĄŽ¶¨ŪēėžßÄ žēäÍ≥† žāįž≤≠Ū܆žôÄ 3:4žĚė ŽĻĄžú®Ž°ú, ŽāīŽ∂ÄŽäĒ žĻúŽ™®ŽěėŽ•ľ ž≤īŽ°ú Ž∂ĄŽ¶¨Ūēėžó¨ ÍįÄŽäĒŽ™®Žěė(0.425 mm) žĚīŪēėŽßƞ̥ žĖĽžĚÄ ŪõĄ žāįž≤≠Ū܆žôÄ 1:3žĚė žĚľž†ē ŽĻĄžú®Ž°ú ŽįįŪē©Ūēėžó¨ Í≥†ŽĆÄ ž£ľž°įžö© žĹĒžĖīžôÄ ž£ľŪėēžĚė Í≥ľŪēôž†Ā Ž∂ĄžĄĚÍįíÍ≥ľ žú†žā¨ŪēėÍ≤Ć ž†úžěĎŪēėžėÄŽč§. ž°įÍįĀžĻľ ŽďĪžĚė žÜĆŽŹĄÍĶ¨Ž•ľ žĚīžö©Ūēėžó¨ 8ÍįúžĚė ž£ľŪėēžóź ŽāėŽįú, žĖľÍĶī, Ž≤ēžĚė ŽďĪžĚĄ ŪĎúŪėĄŪēėžėÄÍ≥†, ž£ľž°įŪēėÍ≥†žěź ŪēėŽäĒ ž≤†Ž∂ąžĚė ŽĎźÍĽėŽßĆŪĀľ žĹĒžĖīŽ•ľ žĚľž†ēŪēú ŽĎźÍĽėŽ°ú ž°įÍįĀŪēėžėÄŽč§.
ž°įÍįĀŪēú ž£ľŪėēžóź ÍĶ¨Ž©ćžĚĄ ŽöęÍ≥† žĪĄŪĒĆŽ¶ŅžĚĄ ŽĀľžõĆ Í≥†ž†ēžčúžľįŽč§. žĚīŪõĄ ž£ľŪėēÍ≥ľ žĹĒžĖīžóź ŪĚĎžóįžĚĄ ŽįĒŽ•īÍ≥†, ŪĚôžĚĄ Žč§žßĄ ŪčÄ žúĄžóź Í≥†ž†ēžčúžľįŽč§. žĹĒžĖīžĚė ŪėēŪÉúžóź Žßěž∂į ž£ľŪėēžĚĄ Žč§Ž¶¨Ž∂ÄŪĄį Ž®łŽ¶¨ žąúžúľŽ°ú ž°įŽ¶ĹŪēėŽ©īžĄú žĹĒžĖīžôÄ ž£ľŪėēžĚĄ Í≥ĄžÜć ÍįÄžóīŪēėžėÄŽč§. ž£ľŪėē ž°įÍįĀ žā¨žĚīžā¨žĚīŽßąŽč§ ž†ĎŪēėŽäĒ Ž∂ÄŽ∂Ąžóź Ūô©Ū܆Ž•ľ Ž©ĒžöįŽ©īžĄú žĖĎž™Ĺ žĖīÍĻ® Ž∂ÄŽ∂Ąžóź ÍįÄžä§ ŽįįÍłįÍĶ¨Ž•ľ žóįÍ≤įŪēėžėÄŽč§. žĖĎžĖīÍĻ®žôÄ ž†ēžąėŽ¶¨žĚė žá≥Ž¨ľžĚī žį®žė§Ž•ł ŪĚĒž†ĀžĚĄ ž†úÍĪįŪēėŽ©īžĄú žÉĚÍłī ŪĆĆŽ©īÍ≤įŪē®žĚĄ žįłÍ≥†Ūēėžó¨ žĖĎž™Ĺ žĖīÍĻ® ŽĀĚ ž™Ĺ Í≤Ĺžā¨žßĄ žúĄžĻėžóź ž≤† ŪĆĆžĚīŪĒĄŽ•ľ žĚīžö©ŪēėžėÄŽč§. Ž®łŽ¶¨ Ž∂ÄŽ∂ĄžĚė žôłŪčĞ̥ ž°įŽ¶ĹŪēú ŪõĄ ŪĎúŽ©īžĚī ŽĄďÍ≤Ć Í≤įžč§Žźú ž†ēžąėŽ¶¨ Ž∂ÄŽ∂ĄžĚė Í≤įŪē®žĚĄ ŽįĒŪÉēžúľŽ°ú ž†ēžąėŽ¶¨ Ž∂ÄŽ∂Ąžóź ŪĚôžúľŽ°ú ŽßĆŽď† žõźŪėē ž£ľžěÖÍĶ¨Ž•ľ Ūô©Ū܆Ž•ľ ŽįúŽĚľ žóįÍ≤įŪēúŽč§. ž£ľžěÖÍĶ¨žóź žá≥Ž¨ľžĚĄ ž£ľžěÖŪēú Žč§žĚĆ ž∂©Ž∂ĄŪěą žčĚŪěĆ žõźŪėēžĚĄ ŪĚô žÜćžóźžĄú ÍļľŽāīÍ≥† ž£ľŪėēžóź Ž∂ôžĖīžěąŽäĒ ŪĚôžĚĄ ŪĄłžĖīŽāł ŪõĄ, ž†ēžĚīŽāė ŽßĚžĻė ŽďĪÍ≥ľ ÍįôžĚÄ ŽŹĄÍĶ¨Ž•ľ žā¨žö©Ūēėžó¨ žõźŪėēžóź Ž∂ôžĖīžěąŽäĒ ž£ľŪėē ž°įÍįĀžĚĄ Ž∂ĄŽ¶¨ŪēėŽäĒ Í≥ľž†ēžĚĄ ÍĪįž≥ź ž≤†ž°įžĄĚÍįÄŽ∂ąžĘĆžÉĀ ž∂ēžÜĆŽ™®Ūėē žě¨ŪėĄžč§ŪóėžĚĄ žôĄŽ£ĆŪēėžėÄŽč§.
žě¨ŪėĄŪēú ž≤†ž°įžĄĚÍįÄŽ∂ąžĘĆžÉĀžĚė ŪĎúŽ©īžĚĄ žú°žēąžúľŽ°ú ÍīÄžįįŪēú Í≤įÍ≥ľ Ž≤†žĚīŽčĚ, žú†ŽŹôŽ∂ąŽüČ, žôłŽ∂Äžąėž∂ēÍ≥ĶžĚĄ ŽĻĄŽ°ĮŪēėžó¨ žõźŪėē ž≤†ž°įžĄĚÍįÄŽ∂ąžĘĆžÉĀžĚė ž£ľž°įÍ≤įŪē®žĚł ŪĎúŽ©ī ŽėźŽäĒ ŪĒľŪēėÍłįÍ≥Ķ, ŪĎúŽ©īŪēÄŪôÄ, Ūėē žĖīÍłčŽā® ŽďĪ Žč§žĖĎŪēú ž£ľž°įÍ≤įŪē®žĚī ŪôēžĚłŽźėžóąŽč§. ŪôēžĚłŽźú ž£ľž°įÍ≤įŪē®žĚĄ ŪÜĶŪēī žě¨ŪėĄžč§ŪóėžóźžĄú ŪÜĶÍłįžĄĪÍ≥ľ ÍįĞ䧎įįž∂úžĚī žõźŪôúŪēėžßÄ Ž™ĽŪĖąžúľŽ©į Ž∂Äž°ĪŪēú ž£ľŽ¨ľžĚė žĖĎžúľŽ°ú žĚłŪēī ž£ľŪėēžĚĄ žôĄž†ĄŪěą žĪĄžöįžßÄ Ž™ĽŪĖąŽč§ŽäĒ žā¨žč§žĚĄ žēĆ žąė žěąžóąŽč§.
ž£ľŽ¨ľ ŪĀ¨ÍłįÍįÄ žěĎžēĄ ž£ľžěÖ žÜ掏Ą, ž£ľŽ¨ľžĚė žĖĎ, ž£ľŪėēÍ≥ľ žĹĒžĖīžĚė ŽĎźÍĽė ŽďĪžĚė žį®žĚīŽ°ú žĚłŪēī žč§ž†ú ž≤†Ž∂ąÍ≥ľŽäĒ Žč§Ž•ł ŪäĻžßēžĚī ŽāėŪÉÄŽā† žąė žěąŽäĒ ŪēúÍ≥Ąž†źžĚī žěąŽč§. ž∂ĒŪõĄ žč§ž†ú Ž∂ąžÉĀÍ≥ľ Ūē®ÍĽė ž£ľž°įÍ≤įŪē®žóź ŽĆÄŪēú ž†ēŽįÄŪēú ŽĻĄÍĶź ž°įžā¨Ž•ľ žßĄŪĖČŪēėžó¨ Ž™ÖŪôēŪēú žõźžĚł Ž∂ĄžĄĚ ŽįŹ Í≤įÍ≥ľŽ•ľ ŽŹĄž∂úŪē† žąė žěąžĚĄ Í≤ÉžúľŽ°ú ÍłįŽĆÄŽźúŽč§.
Í≥ľŪēôž†ĀžúľŽ°ú Ž∂ĄžĄĚŪēú Í≤įÍ≥ľ ž£ľŽ¨ľžĚī žĚĎÍ≥†Žź† ŽēĆ ŽāėŪÉÄŽāėŽäĒ ŽāėŽ≠áÍįÄžßÄ Ž™®žĖĎžĚė Dendrite ž°įžßĀÍ≥ľ Pearlite ž°įžßĀžĚĄ ŪôēžĚłŪē† žąė žěąžóąžúľŽ©į, Cementite ž°įžßĀ žā¨žĚīžóźžĄú Í≤ÄžĚÄžÉČžĚė GraphiteŽ•ľ ÍīÄžįįŪē† žąė žěąžóąŽč§. CSŽ∂ĄžĄĚžĚĄ ŪÜĶŪēī ŪÉĄžÜĆ Ūē®ŽüČžĚÄ 2.9‚ąľ 3.1 wt%žěĄžĚĄ žēĆ žąė žěąžóąŽč§. No.1žĚė ÍĪįžĻ†Í≥† ŪĀį Dendrite ž°įžßĀžĚĄ ŪÜĶŪēī ž£ľŽ¨ľžĚė ŽÉČÍįĀ žÜ掏ĄÍįÄ ŽäźŽ†łŽćė Í≤ÉžúľŽ°ú ž∂Ēž†ēŽźėžóąžúľŽ©į, No.3žĚė Í≤Ĺžöį No.1žĚė ŽĮłžĄłž°įžßĀÍ≥ľ Žč¨Ž¶¨ ŪĀ¨ÍłįÍįÄ ŪĀį Dendrite ž°įžßĀÍ≥ľ Pearlite ž°įžßĀžĚī ž°įŽįÄŪēú Í≤ÉžúľŽ°ú Ž≥īžēĄ No.1 Ž≥īŽč§ ŽÉČÍįĀžÜ掏ĄÍįÄ ŽĻ®ŽěźŽćė Í≤ÉžúľŽ°ú ŪôēžĚłŽźėžóąŽč§.
Ž≥ł žóįÍĶ¨žóźžĄúŽäĒ ž≤†Ž∂ąžĚė ž†úžěĎžõźŽ¶¨Ž•ľ Ž™©ŪĎúŽ°ú Ž∂ĄŪē†ž£ľž°įŽ≤ēžóź žĚėŪēú žě¨ŪėĄžč§ŪóėžĚĄ žßĄŪĖČŪēėžėÄŽč§. žĚīŽ•ľ žúĄŪēī ž†ĄŪÜĶ ž£ľž°įÍłįžą†, ÍĪįŪĎłžßĎž†úžěĎ, ž≤†Ž∂ą ž†úžěĎÍłįŽ≤ē ŽďĪžĚĄ žóįÍĶ¨ŪēėžėÄŽč§. žóįÍĶ¨žôÄ žč§ŪóėžĚĄ ŪÜĶŪēī Í∑łŽŹôžēą Ž¨łŪóĆÍ≥ľ ŽĮłžą†žā¨ž†Ā ŪäĻžßēžúľŽ°úŽßĆ žßĄŪĖČŽźėŽćė ž≤†Ž∂ąžĚė ž†ĄŪÜĶ ž£ľž°įžôÄ ž†úžěĎÍłįŽ≤ēžóź ÍīÄŪēú žóįÍĶ¨žóź ÍłįžīąžěźŽ£ĆŽ°ú Ūôúžö©Žź† žąė žěąžĚĄ Í≤ÉžĚīŽč§. ŪäĻŪěą ž≤†Ž∂ąžĚÄ Í≥†ŽĆÄ ŪēúŽįėŽŹĄžĚė žąėž§Ä ŽÜížĚÄ ž£ľž°įÍłįžą†žĚĄ Ž≥īžó¨ž£ľŽäĒ žú†Ž¨ľŽ°ú ž†ĄŪÜĶ ž†úž≤†Íłįžą† ŽįŹ Í≥†ŽĆÄ Ž∂ąžÉĀ žóįÍĶ¨žĚė ž§ĎžöĒŪēú ÍłąžÜ推łŪôĒžě¨žĚīŽč§. ž≤īÍ≥Ąž†ĀžĚł žóįÍĶ¨ žąėŪĖČÍ≥ľ žě¨ŪėĄžč§ŪóėžĚĄ ŪÜĶŪēī Í≥†ŽĆÄ ž≤† ž£ľž°įÍłįžą†Í≥ľ ž≤†Ž∂ą ž†úžěĎÍłįŽ≤ēžóź ŽĆÄŪēú žěźŽ£ĆŽ•ľ ŪôēŽ≥īŪē† žąė žěąžĚĄ Í≤ÉžúľŽ°ú žėąžÉĀŽźėŽ©į žĚīŽ•ľ ŽįĒŪÉēžúľŽ°ú ŪĖ•ŪõĄ ž≤†Ž∂ą žõźŪėēžĚĄ žě¨ŪėĄŪē† žąė žěąžĚĄ Í≤ÉžúľŽ°ú ÍłįŽĆÄ ŽźúŽč§.